

Continuous cladding method and device of obtuse angle flowing channel
A technology of flow channels and obtuse angles, which is applied in the field of continuous coating and coating equipment of obtuse angle flow channels, and can solve the problems of high temperature and large extrusion force of blocking blocks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
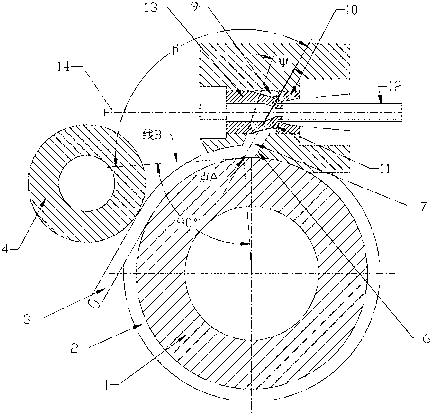
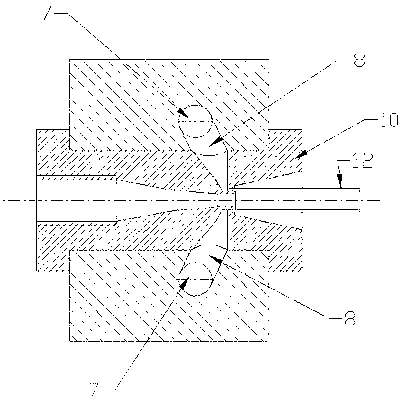
[0024] Such as figure 1 , figure 2 , image 3 and Figure 4 As shown, the continuous coating method of the obtuse angle flow channel, the rotating extrusion wheel 1 has grooves 2 in the circumferential direction, the billet 3 is pressed down by the compacting wheel 4, and the friction between the billet 3 and the groove 2 of the extrusion wheel Driven by force, when the blank 3 advances to the block 6, it enters the feed hole 7 of the extrusion cavity. At the end of the feed hole 7, there is a metal flow channel 8 at an obtuse angle greater than 95° with the center line of the mold. When the metal flows The end of the channel 8 is an overmolded metal cavity 9, a metal flow rate shunt 11 is installed in front of the die 10, the product 12 is extruded through the annular gap formed by the die 10 and the punch 13, and the core wire 14 passes through the punch 13. Penetrate and extrude the cladding metal to form a cladding layer outside the core wire; figure 1 Among them, poi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More