

Forging process of engine crankshaft
An engine and process technology, applied in the direction of engine components, mechanical equipment, etc., can solve the problems of weakening the strength of the crankshaft, discontinuity of the essential grain fibers, etc., and achieve the effect of less investment in tooling and auxiliary tools, long service life, and good forging quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] A forging process for an engine crankshaft, comprising the following steps:
[0017] 1), the first fire: Press the pliers to take the bar stock %430×500, gnaw the bottom, upsetting to a height of 900, pull out #750, and the length is about 1715;
[0018] 2) Upsetting to a height of 850, drawing to a hexagonal height of 650, a length of about 2140, and a stamping depth of 120;
[0019] 3), the third fire: use 120 degrees up and down V-shaped anvil to make a wrong turn, the wrong shift amount is 170, trim and straighten;
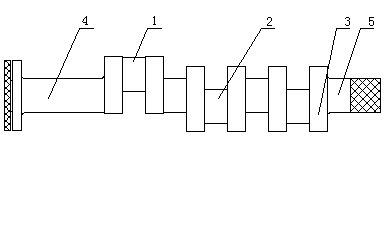
[0020] 4) Press the crutch (2) first, then use a square ruler to determine the angle, then press the crutch (3) to 550×460, and then press the crutch (1) to 550×460;
[0021] 5), number stamp, press out the small shaft (5) at the bottom end, and press out the small shaft (4) between the flange and the turning (1);
[0022] 6) Round the flange to the process size. After the size is in place, check the relative angle of each turn with a square, and use ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More