

Comprehensive control method for improving rolling force of precisely rolled strip steel and thickness precision through tension compensation
A technology of comprehensive control and thickness accuracy, applied in the direction of rolling force/roll gap control, tail end control, etc., can solve problems such as inconsistency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
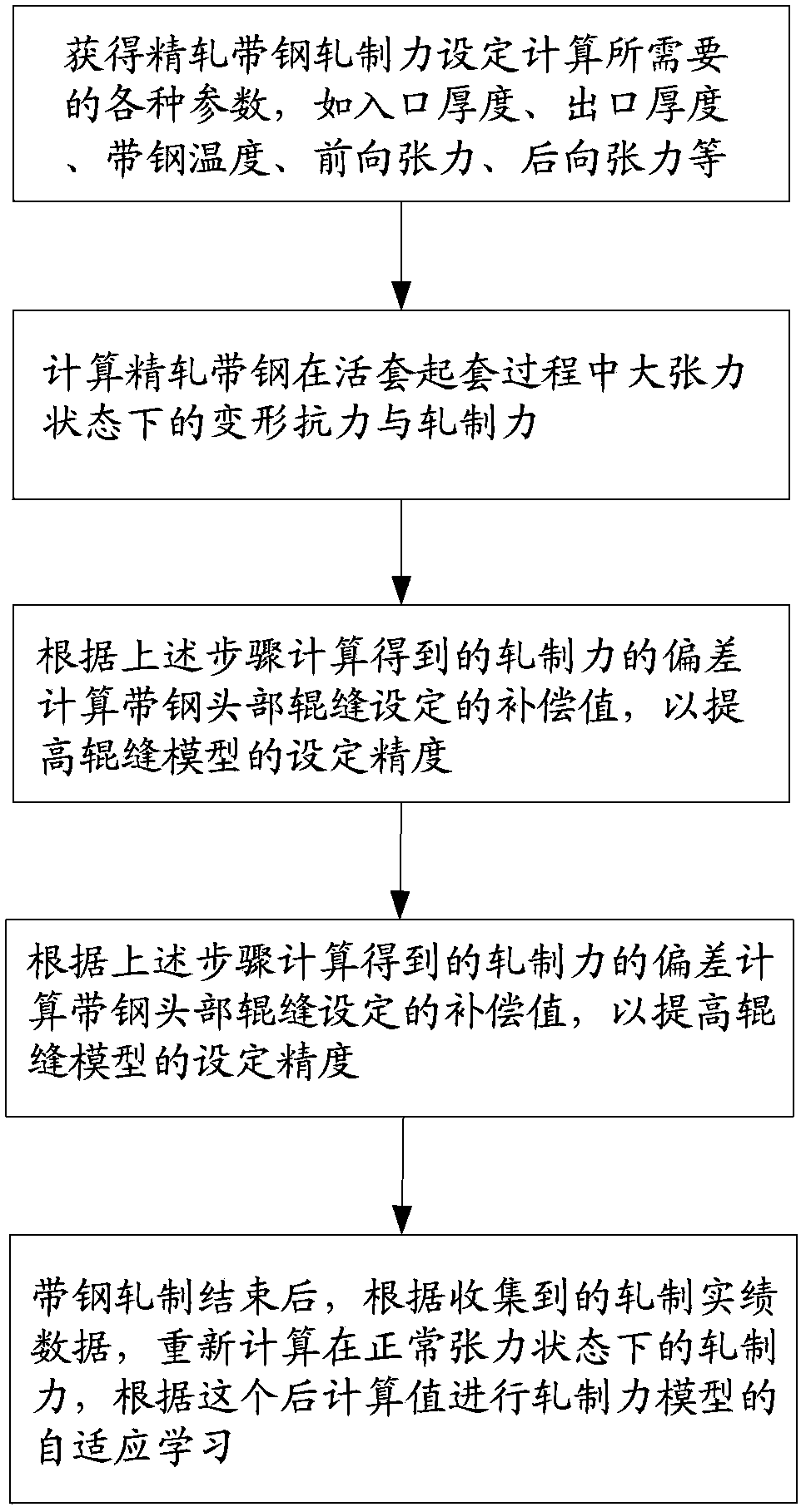
[0049] see image 3 , a comprehensive control method for improving the rolling force and thickness accuracy of finished strip steel through tension compensation, comprising the following steps:
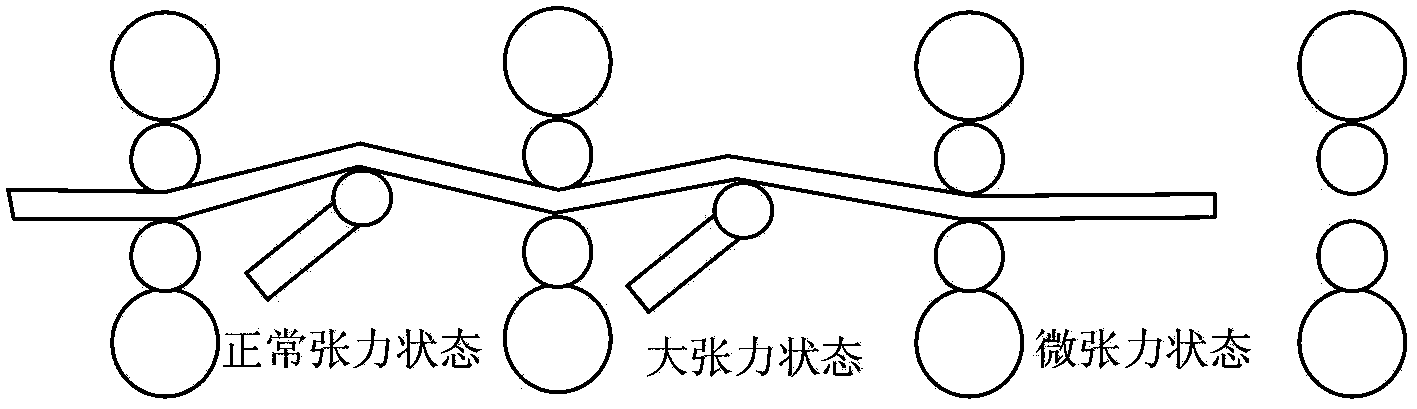
[0050] Step 1. Calculating the deformation resistance and rolling force of the finish-rolled strip under high tension state during the looper unwinding process;
[0051] In order to consider the influence of different tension states on the rolling force calculation during the rolling process, this patent proposes the following deformation resistance model considering tension compensation:
[0052]
[0053] Where: km 1 is the deformation resistance of the rolled piece under high tension state, σ 0 is the impact term of the chemical composition of the rolled piece, is the influence item of the effective deformation degree, is the influence term of the effective deformation rate, k T (T) is the influence item of deformation temperature; T F 、a F , —respectively forward tensio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More