Production method for reducing non-weld joint strip breakage occurrence rate during cold rolling process
A production method and a technology of occurrence rate, applied in the production field of reducing the occurrence rate of non-weld strip breakage in the cold rolling process, can solve problems such as long waste strip cleaning time, middle roll sticking, long downtime, etc., and achieve reduction of non-weld The number of occurrences of seam breaks, reduction in wear of rolls, and the effect of good economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
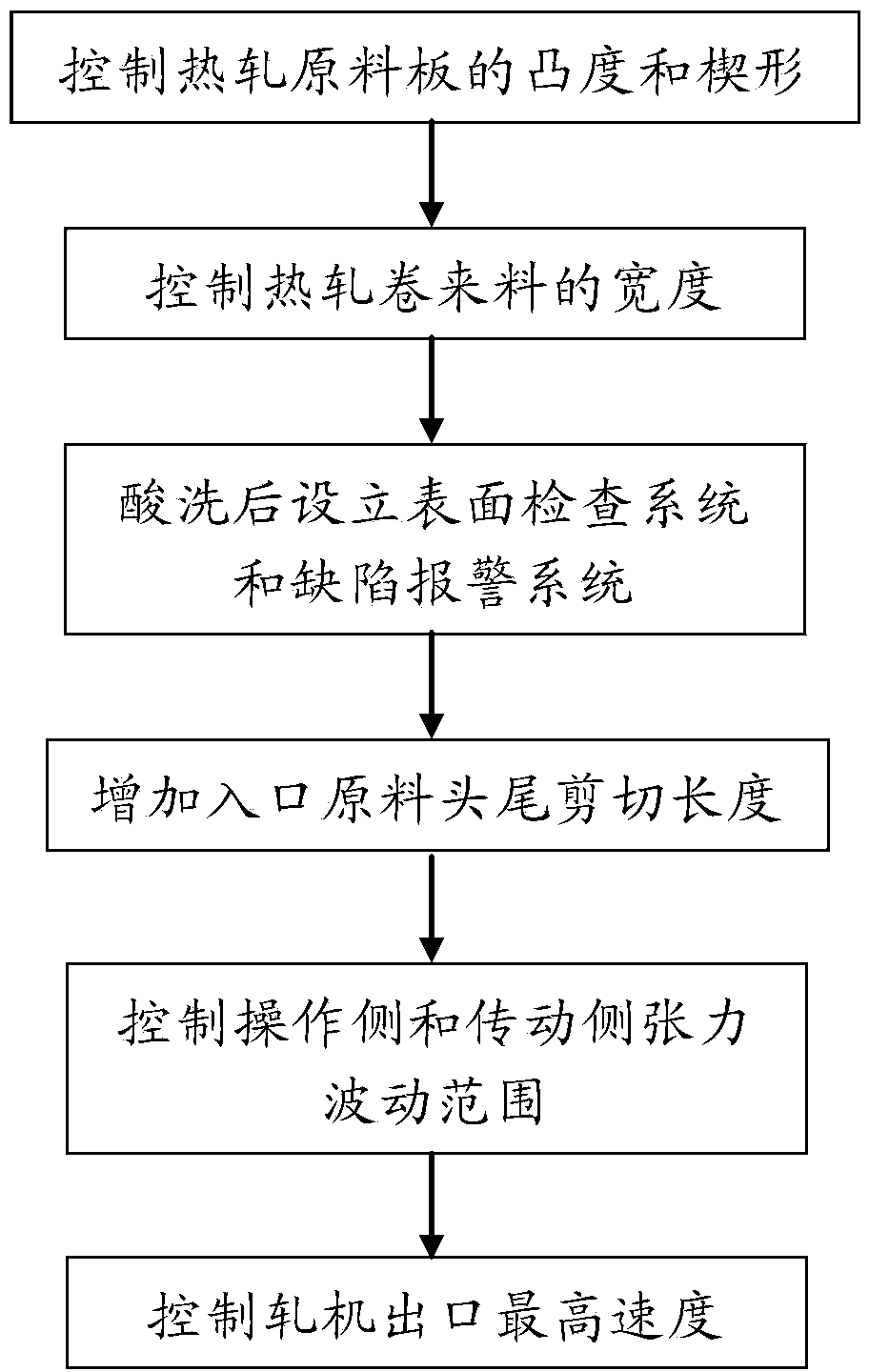
[0043]In the production process in January, nearly 1,000 hot-rolled incoming coils with a thickness of 2.3-2.5mm were rolled. 10μm; the width of the hot-rolled incoming coil is controlled to be 15mm wider than the width of the raw material; when the hot-rolled coil is cut at the head and tail of the raw material at the entrance, the cutting length of the head and tail is cut to 10 meters; the transmission of the cold rolling process is guaranteed The tension fluctuation between the operating side and the operating side is in the range of 0-5KN; after pickling, no obvious defects on the surface of the strip steel were observed through the surface inspection system, and the defect alarm system did not issue an alarm, indicating that there is no 50mm knot at the edge of the thin material. Defects such as scars, comets, and folds; control the maximum exit speed of the rolling mill to about 700m / min.
Embodiment 2
[0045] In the production process in February, nearly 1,000 hot-rolled incoming coils with a thickness of 2.3-2.5mm were rolled. 10μm; the width of the hot-rolled incoming coil is controlled to be 17mm wider than the width of the required material; when the hot-rolled coil is cut at the head and tail of the raw material at the entrance, the cutting length of the head and tail is cut to 10 meters; the transmission of the cold rolling process is guaranteed The tension fluctuation between the operating side and the operating side is in the range of 5-10KN; after pickling, no obvious defects on the surface of the strip steel were observed through the surface inspection system, and the defect alarm system did not issue an alarm, indicating that there is no 50mm knot at the edge of the thin material. Defects such as scars, comets, and folds; control the maximum exit speed of the rolling mill to about 600m / min.
Embodiment 3
[0047] In the production process in March, nearly 1,000 hot-rolled incoming coils with a thickness of 2.3-2.5mm were rolled. 20μm; the width of the hot-rolled incoming coil is controlled to be 18mm wider than the width of the raw material; when the hot-rolled coil is cut at the head and tail of the raw material at the entrance, the cutting length of the head and tail is cut to 8 meters; the transmission of the cold rolling process is guaranteed The tension fluctuation between the operating side and the operating side is in the range of 0-7KN; after pickling, no obvious defects on the surface of the strip steel were observed through the surface inspection system, and the defect alarm system did not issue an alarm, indicating that there is no 50mm knot at the edge of the thin material. Scars, comets, folds and other defects; control the maximum exit speed of the rolling mill at about 650m / min.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com