

Cold working method of special-shaped aviation thin-walled parts
A technology for thin-walled parts and aviation, which is applied in the field of cold processing of special-shaped aviation thin-walled parts, which can solve the problems of thin-walled vibration, environmental pollution, scrapped parts, etc., and achieve the effect of reducing processing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The specific embodiments of the present invention are described below so that those skilled in the art can understand the present invention, but it should be clear that the present invention is not limited to the scope of the specific embodiments. For those of ordinary skill in the art, as long as various changes Within the spirit and scope of the present invention defined and determined by the appended claims, these changes are obvious, and all inventions and creations using the concept of the present invention are included in the protection list.
[0019] Taking a blank with a size of 294mm×188mm×54mm as an example, the cold working method of special-shaped aviation thin-walled parts will be described in detail below.
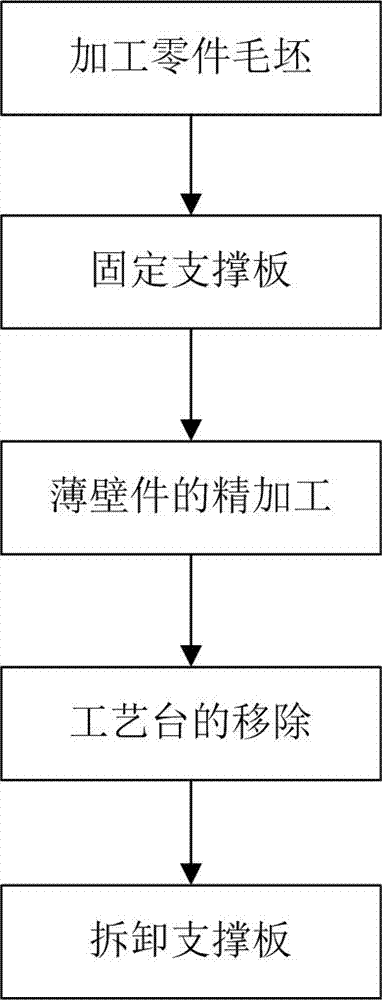
[0020] refer to figure 1 , figure 1 The flow chart of the cold working method for special-shaped aviation thin-wall parts is shown. Such as figure 1 As shown, the cold working method of the special-shaped aviation thin-walled parts specifically incl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More