

Hot rolled strip convexity on-line closed loop control method
A closed-loop control, hot-rolled sheet technology, applied in contour control and other directions, can solve the problem of low product crown control accuracy, and achieve the effect of improving crown control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
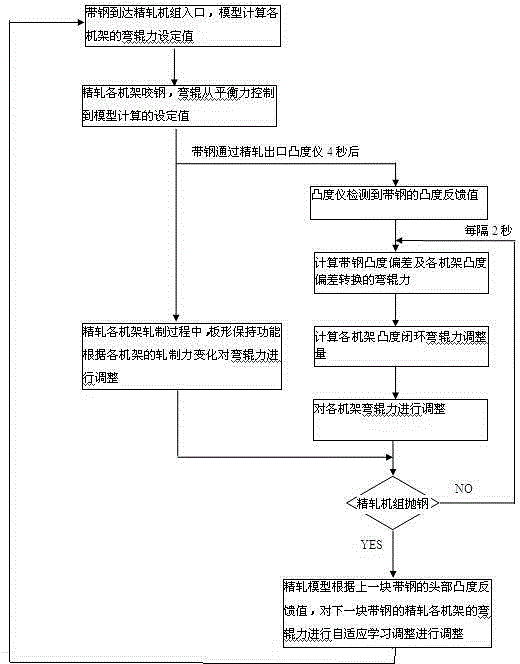
[0046] Embodiment 1: see figure 1 , an on-line closed-loop control method for hot-rolled strip crown, taking the production of strip steel with thickness Href=2.5mm and crown set value Pref=20um as an example:
[0047] 1. When the strip arrives at the entrance of the finish rolling unit, the finish rolling model calculates the set value of the roll bending force required for each stand of the finish rolling based on the temperature, thickness, width, material, and real-time roll shape of the strip steel. Bending roller setting value of F1~7 frame: 850kn, 670kn, 950kn, 540kn,, 640kn,, 720kn,, 814kn;
[0048] 2. After each frame of finish rolling bites the steel, the roll bending force of each frame is switched from the balance force to the set value of roll bending calculated by the finish rolling model;
[0049] The bending force of F1~7 frames is switched from the fixed balance force of 800kn to the bending set value, and the bending force feedback value of each frame is the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More