Jig structure suitable for assembly of magnetic tile
A technology of magnetic tiles and jigs, which is applied in electromechanical devices, manufacturing motor generators, manufacturing stator/rotor bodies, etc., can solve problems such as large labor costs, inability to realize automated production, and irregularities
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
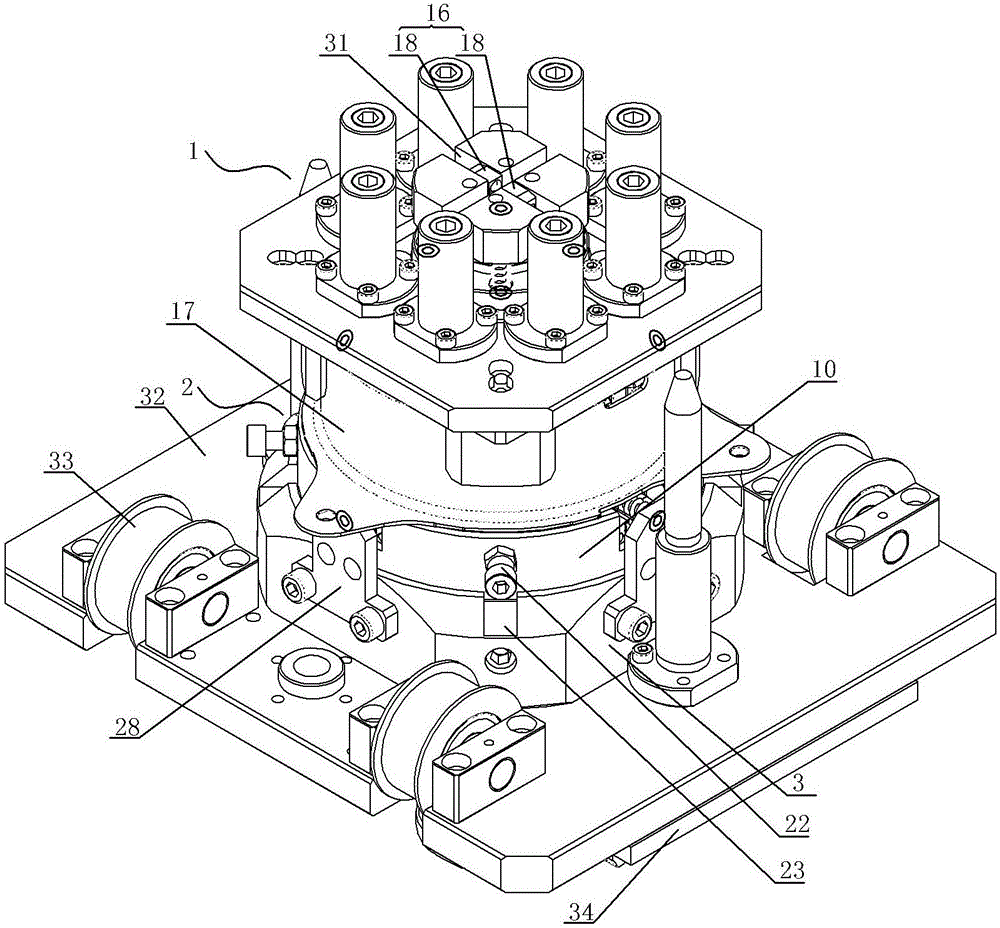
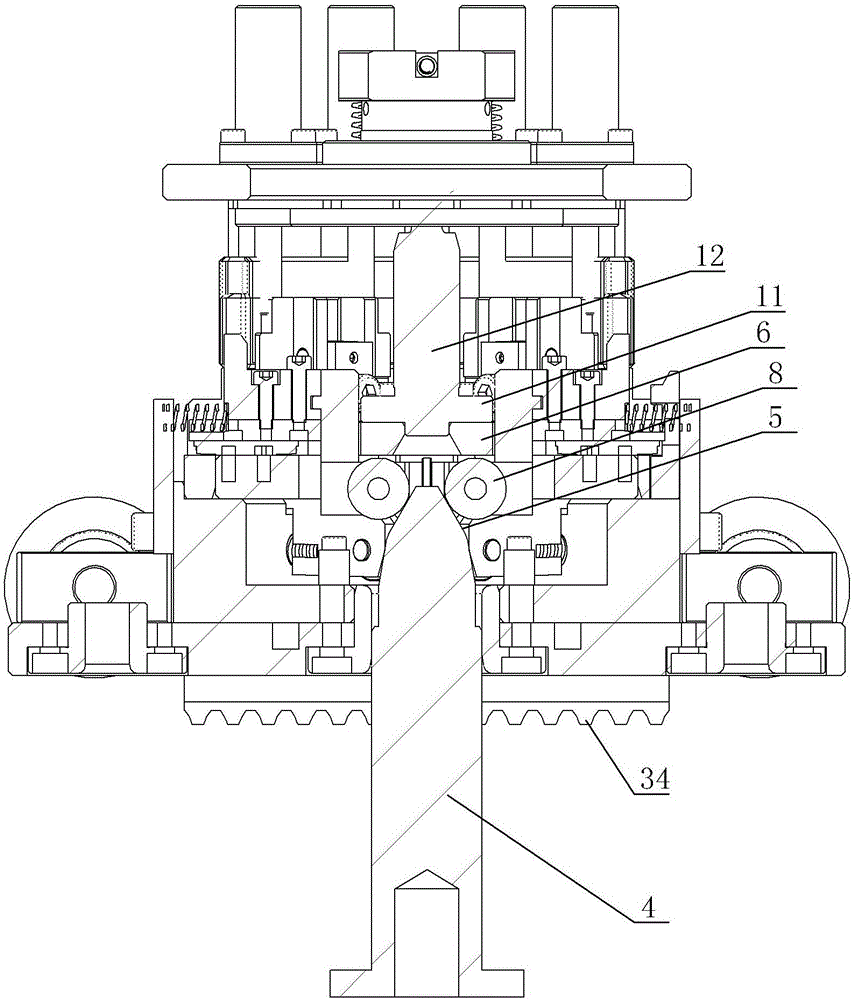
[0022] A fixture structure suitable for magnetic tile assembly, see figure 1 : It includes an upper jig 1 and a lower jig 2, the lower jig 2 includes a base 3, an upper positioning structure, and a central positioning shaft 4, the central positioning shaft 4 protrudes above the base 3, and the upper part of the central positioning shaft 4 is closed upwards The arc transition structure 5, the upper positioning structure includes several magnetic tile positioning blocks 6 of circular arc structure, the magnetic tile positioning blocks 6 are combined to form a circular structure, and the adjacent magnetic tile positioning blocks 6 are provided with magnetic tile positioning spacers 7. The bottom inner end of each magnetic tile positioning block 6 is provided with a first guide wheel 8, and the inner end of each first guide wheel 8 is close to the outer end surface of the circular arc transition structure 5 of the central positioning shaft 4, and each magnet The outer bottom of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



