

Walking beam furnace high-level tapping automatic control method
A walking heating furnace, high-level technology, applied in the direction of heat treatment process control, heat treatment furnace, furnace, etc., can solve problems such as blank drop accident, collision with furnace door retaining wall, slab tilt, etc., to reduce burning loss , Improve production efficiency and stabilize the effect of temperature field
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] The length of the slab is 10800mm, and when the length of the slab is set to be 10500-10900mm in the second stage, the steel is tapped at the high position of the walking heating furnace.
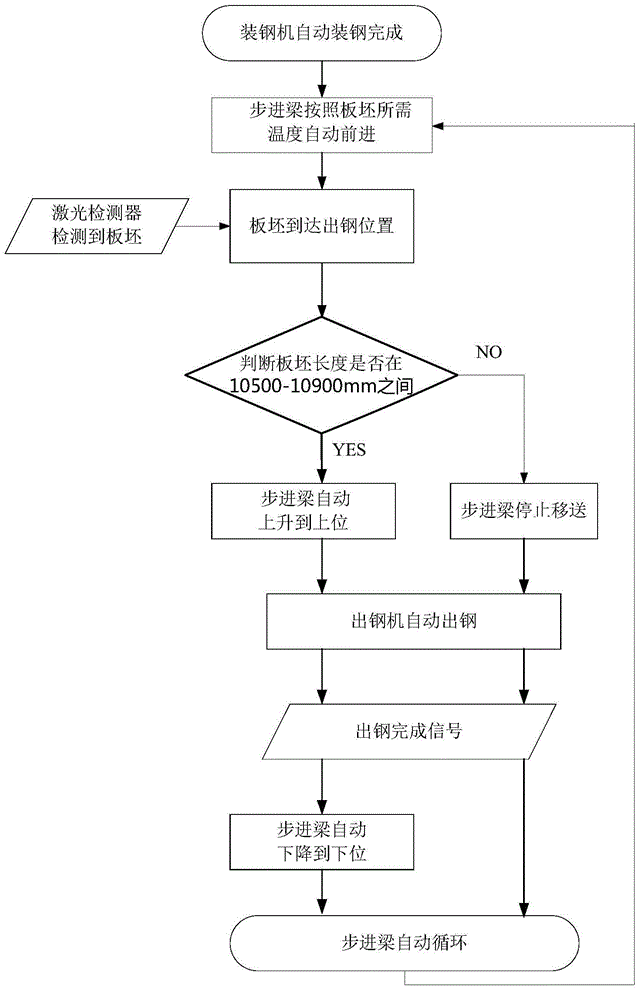
[0024] Such as figure 2 As shown, an automatic control method for high-level tapping of a walking heating furnace. When the laser detector at the discharge end detects that the slab reaches the tapping position, it is compared with the set value of 10500-10900mm. If the step is within the range of 10500-10900mm The beam enters and the steel is tapped at a high position automatically; the specific steps are as follows:
[0025] 1) Furnace loading, the steel loading machine automatically loads steel;
[0026] 2) The walking beam advances automatically according to the required temperature of the slab;
[0027] 3) The laser detector at the discharge end detects that the slab is in place;
[0028] 4) Determine whether the length of the slab is within the range of 10500-10900mm;
[0...
Embodiment 2
[0034] The length of the slab is 10000mm, and when the length of the slab is set to be 10500-10900mm in the second stage, the steel is tapped at the high position of the walking heating furnace.
[0035] Such as figure 2 As shown, an automatic control method for high-level tapping of a walking heating furnace. When the laser detector at the discharge end detects that the slab reaches the tapping position, it is compared with the set value of 10500-10900mm. If the step is within the range of 10500-10900mm The beam enters and the steel is tapped at a high position automatically; the specific steps are as follows:
[0036] 1) Furnace loading, the steel loading machine automatically loads steel;
[0037] 2) The walking beam advances automatically according to the required temperature of the slab;
[0038] 3) The laser detector at the discharge end detects that the slab is in place;
[0039] 4) Determine whether the length of the slab is within the range of 10500-10900mm;
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More