

High-grade pipeline steel laser welding method
A laser welding and pipeline steel technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the requirements of the toughness and efficiency of pipeline steel welding, which can affect the service reliability and durability of pipeline steel welded joints. , The quality and efficiency of high-grade pipeline steel have not been solved, and the effects of small deformation, reduced welding deformation and fast welding speed are achieved.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] In this example, the weldment is taken from φ1219×18.4mm X80 pipeline steel pipe, and its chemical composition (Wt%) is: C 0.079%, Mn 1.50%, P 0.023%, S 0.007%, Si 0.274%, Nb 0.019%, V 0.016%, Ti0.015%, N 0.002%, Cr 0.067%, Mo 0.324%, Ni 0.131%, the weldment size is 150×50×18.4mm.
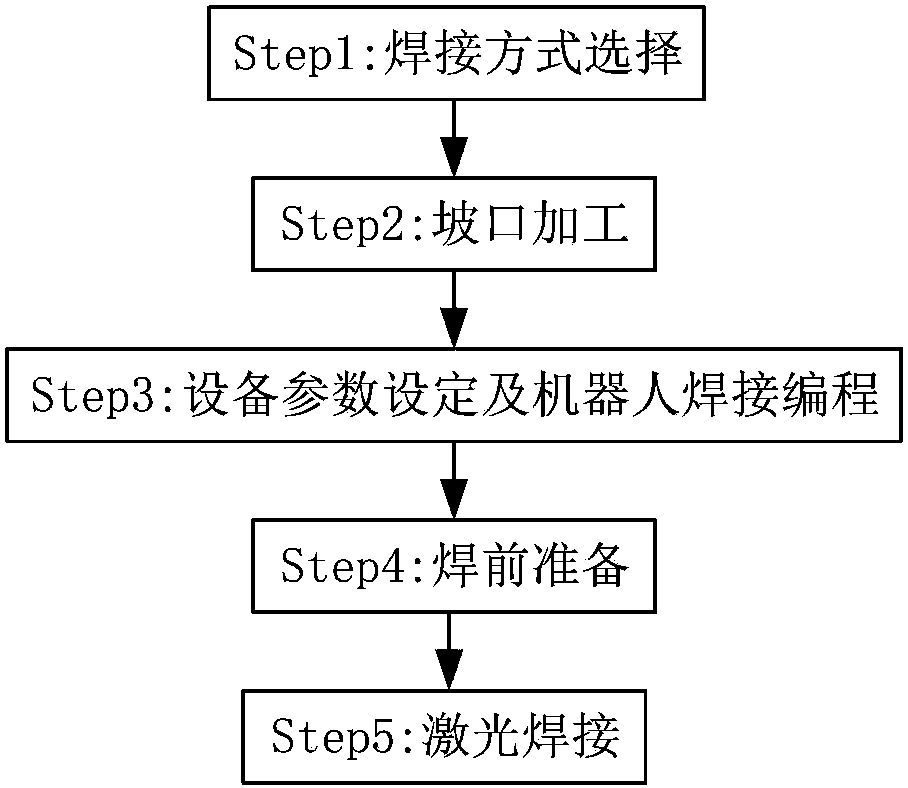
[0037] Welding method selection, the wall thickness of the weldment is 18.4mm greater than 15mm, and the pipe diameter is 1219mm greater than 1000mm, and the welding method of single-sided welding and double-sided forming is selected.
[0038] Groove processing, using mechanical processing such as Figure 5a For the groove shown, the thickness of the blunt edge of the groove is 8mm, the shape of the groove is Y-shaped, and the angle of the groove is 20°.
[0039] Equipment parameter setting and robot welding programming. In this embodiment, the welding platform adopts a 10,000-watt-level disc laser, a high-power laser head, a high-precision six-axis mechanical arm, a two-axis positioner, an...
Embodiment 2
[0045]In this example, the weldment is taken from φ1219×12.8mm X100 pipeline steel, and its chemical composition (Wt%) is: C0.064, Mn 1.87%, P 0.009%, Si 0.099%, Nb 0.017%, V 0.002 %, Ti 0.017%, N0.003%, Cr 0.023%, Mo 0.23%, Ni 0.47%, and the weldment size is 150×50×12.8mm.
[0046] Welding method selection, the wall thickness of the weldment is 12.8mm between 8 and 15mm, the pipe diameter is 1219mm greater than 1000mm, and the welding method of double-sided welding is selected.
[0047] Groove processing, using mechanical processing such as Figure 5b The groove shown, the shape of the groove is I type, and the gap is 0-0.2mm.
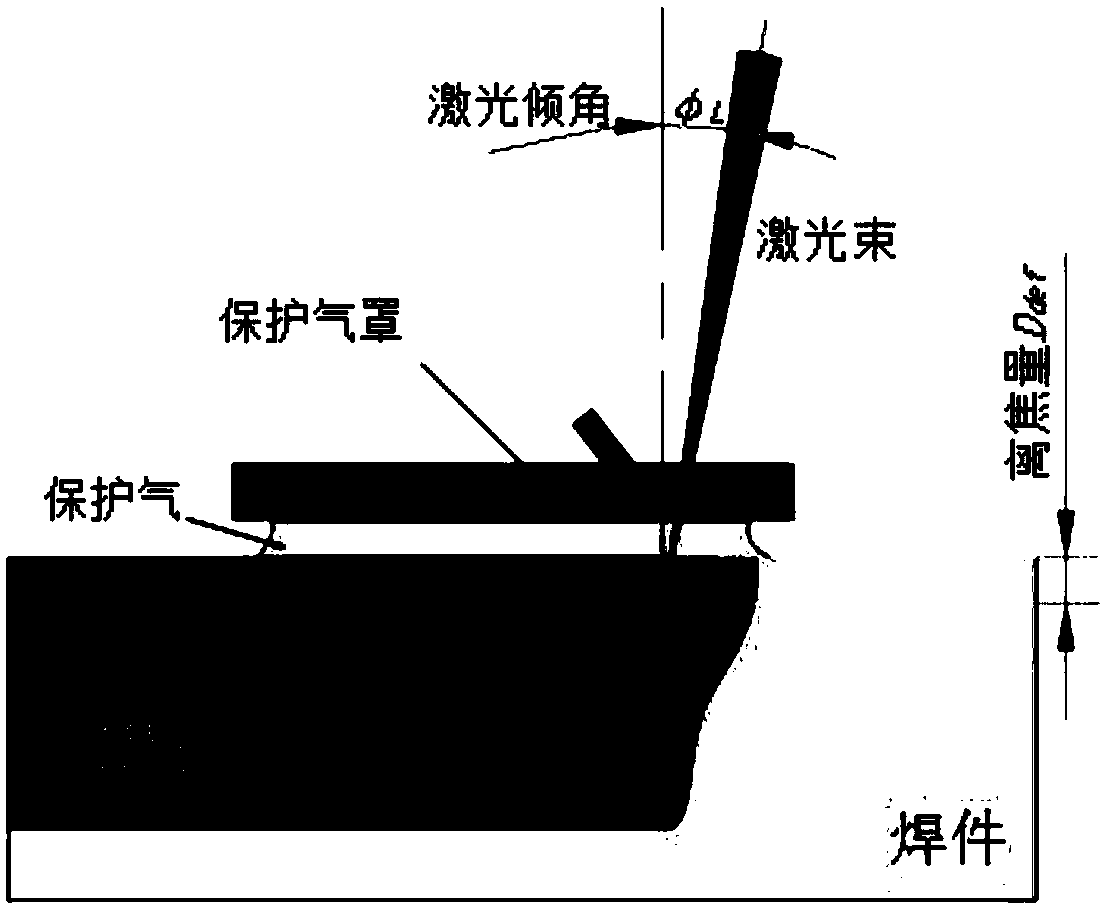
[0048] Equipment parameter setting and robot welding programming, the welding platform in this embodiment is the same as the welding platform in Example 1, wherein the defocus amount is -5 ~ -4mm, the shielding gas is high-purity argon, and the gas flow rate is 25L / min , Front welding: laser power 8kW, welding speed 0.035m / min; back welding: laser p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More