

High-speed feeding acceleration and deceleration method for numerical control device based on linear continuous jerk speed
A numerical control device, acceleration and deceleration technology, applied in the direction of digital control, electrical program control, etc., can solve the problem of not being able to plan the continuous change of jerk speed, and achieve the effect of suppressing vibration and impact and improving high-speed machining accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
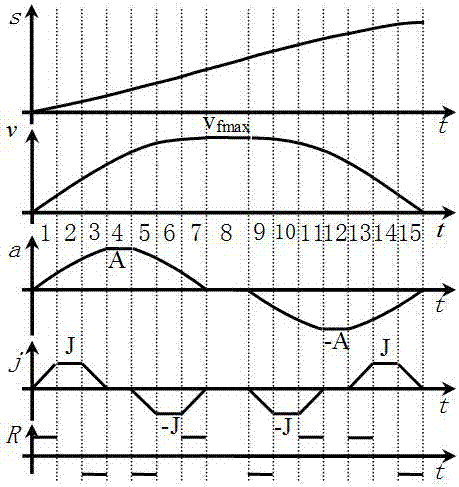
[0062] The following is attached figure 1 The present invention is further described.
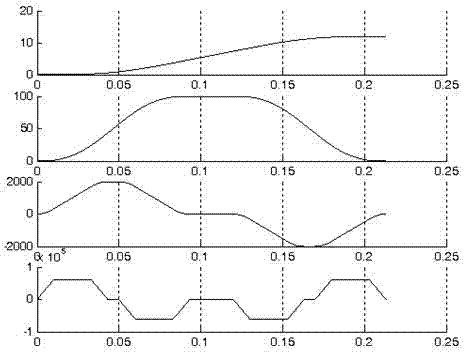
[0063] Take the performance index adopted by the planning speed, v fmax =100mm / s, A=2000mm / s 2 、J=60000mm / s 3 And R=6000000mm / s 4 , can be calculated as s cr1 =9.13mm, s cr2 =7.51mm, s cr3 = 0.48 mm.
[0064] Case 1, l>s cr1
[0065] When the feed movement stroke is equal to 12mm, because the stroke is greater than s cr1 , then have
[0066] T 1 =T 3 =T 5 =T 7 =T 9 =T 11 =T 13 =T 15 =J / R=0.01s
[0067] T 2 =T 6 =T 10 =T 14 =(A-JT 1 ) / J=0.023s
[0068] and
[0069] T 4 =T 12 =v fmax / A-(2T 1 +T 2 ) = 0.0067s
[0070] uniform motion time
[0071] T 8 =(l-s cr1 ) / v fmax =0.0287s
[0072] The corresponding feed motion characteristic curve is as follows figure 2 shown. here for the text Figure 2-7 The unit of the symbol in the middle is a unified description, the unit of displacement s is mm, the unit of velocity v is mm / s, and the unit of acceleration a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More