

Forging method of tc4 titanium alloy bar
A titanium alloy and bar technology, applied in the field of TC4 titanium alloy bar forging, can solve the problems of unguaranteed quality of titanium alloy bar products, short discharge time, large randomness, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] Forging steps of TC4 titanium alloy rod with a diameter of 50mm:
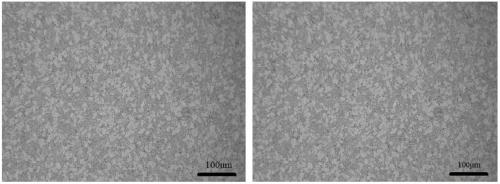
[0049] Heat the titanium alloy ingot to 170°C (i.e. 1150°C) above the β-transition point temperature (980°C in this example) and keep it warm for 35 minutes. The amount of deformation is 45%; reheat to 120°C above the β phase transition point temperature and hold for 35 minutes, then carry out the second elongation forging for 3 fires, and the deformation amount of the single fire time is 35%; reheat to the β phase transition point temperature After the temperature below 30°C and the heat preservation for 35 minutes, the third elongation forging was carried out 3 times, and the deformation amount of the single firing time was 40%, so as to obtain a titanium alloy forging billet.
[0050] The titanium alloy forging billet was heated to 35°C below the β transformation point temperature and held for 35 minutes, and then precision forged to obtain a TC4 titanium alloy rod with a diameter of 50 mm. Among the...
Embodiment 2
[0052] Forging steps for TC4 titanium alloy rods with a diameter of 30mm:
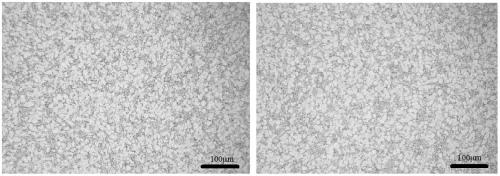
[0053] Heat the titanium alloy ingot to 160°C (i.e. 1150°C) above the β transformation point temperature (990°C in this example) and keep it warm for 8 minutes, then perform the first elongation forging with 2 fires, and the single fire The amount of deformation is 30%; reheat to 100°C above the β phase transition point temperature and keep it warm for 21 minutes, then perform the second elongation forging for 2 fires, and the deformation amount of the single fire time is 45%; reheat to the β phase transition point temperature After holding the temperature below 35°C for 12 minutes, the third elongation forging was carried out for 4 fires, and the deformation amount of a single fire was 35%, so as to obtain a titanium alloy forging billet.
[0054] The titanium alloy forging blank was heated to 10°C below the β transformation point temperature, and precision forged was carried out to obtain a TC4 titan...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More