A Method for Predicting Strip Edge Thinning During Cold Rolling in a Six-high Mill
A technology of six-high rolling mill and process strip, which is applied in the field of cold rolling, and can solve problems that have not yet been involved in thinning width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
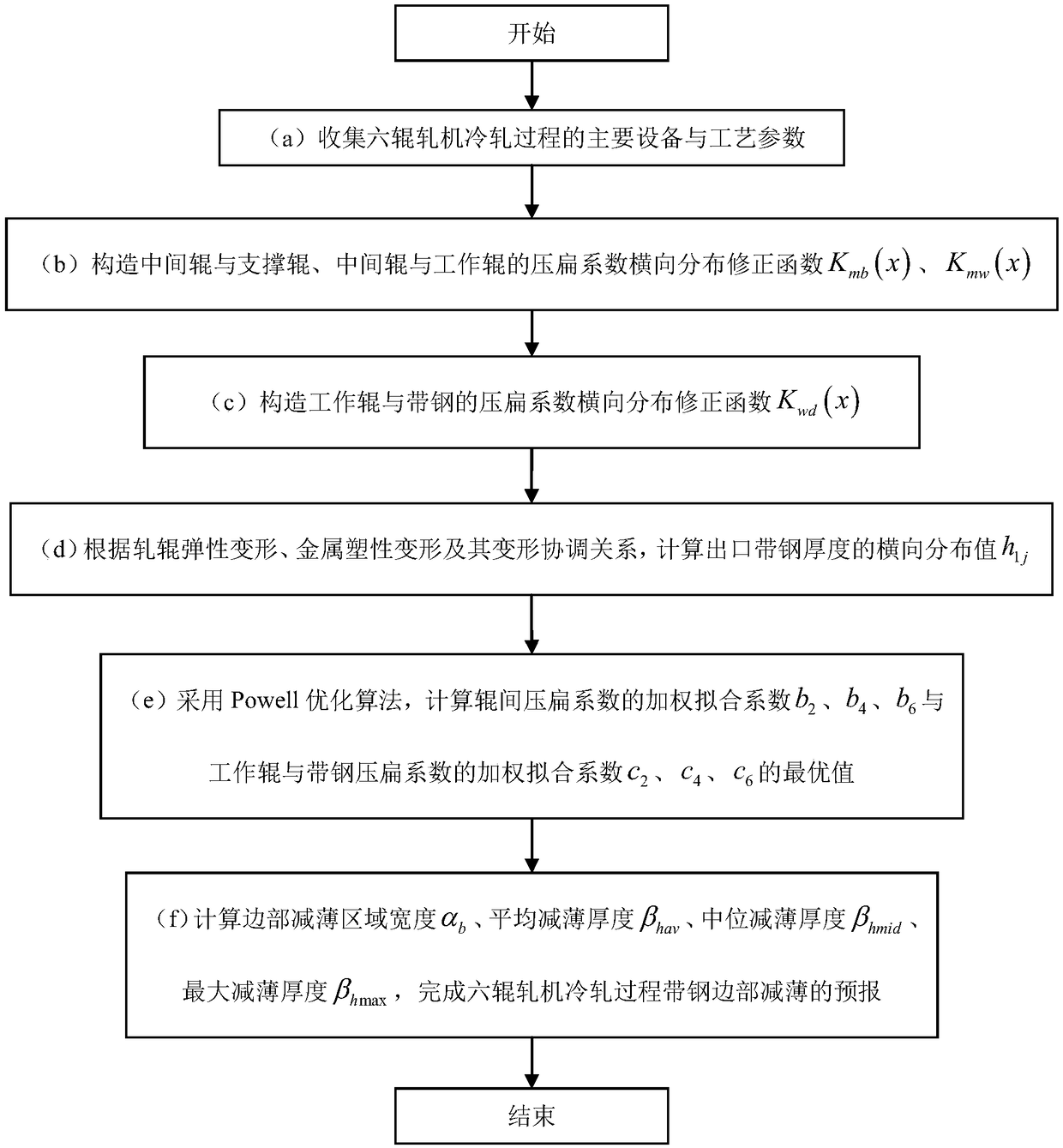
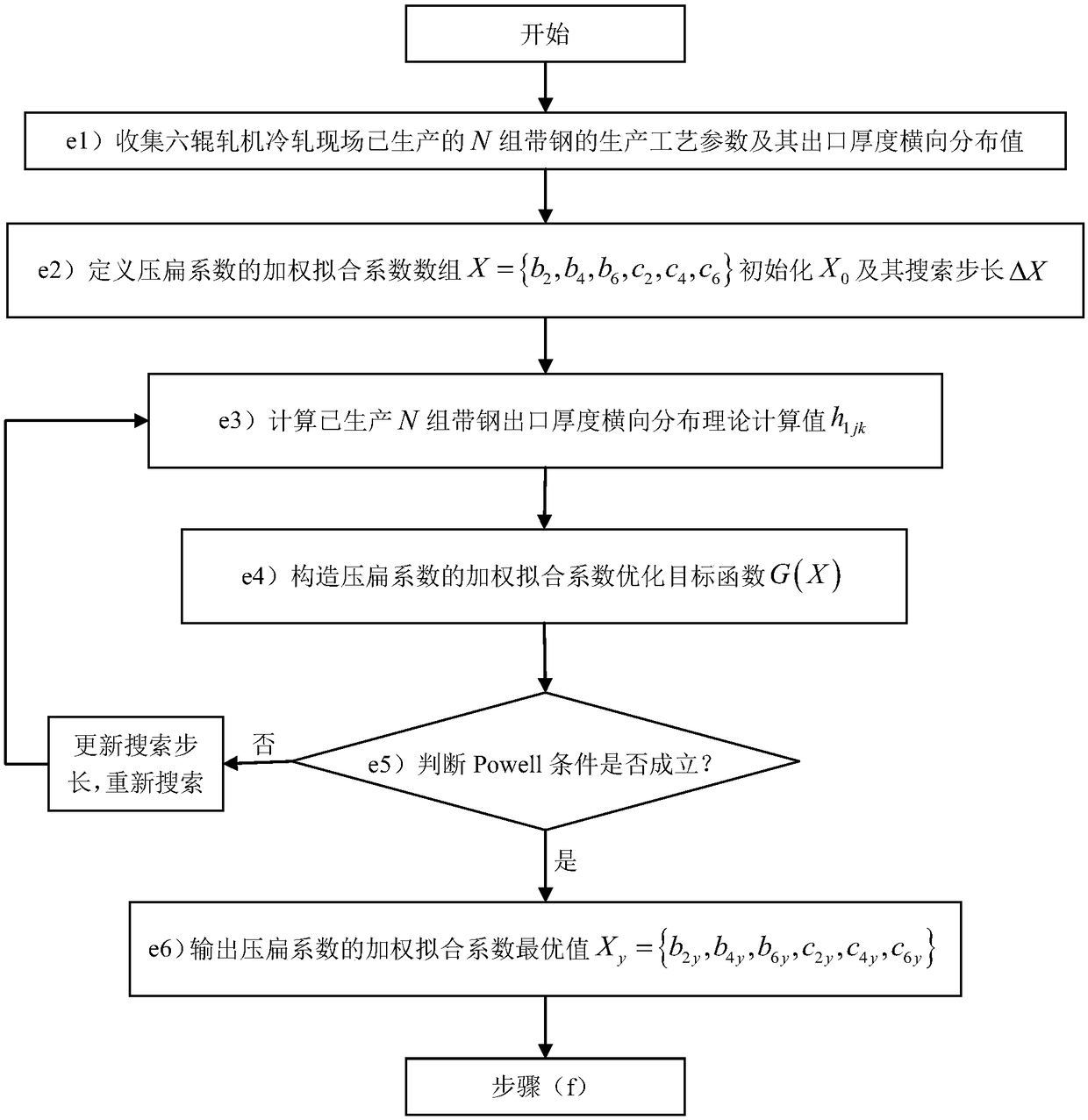
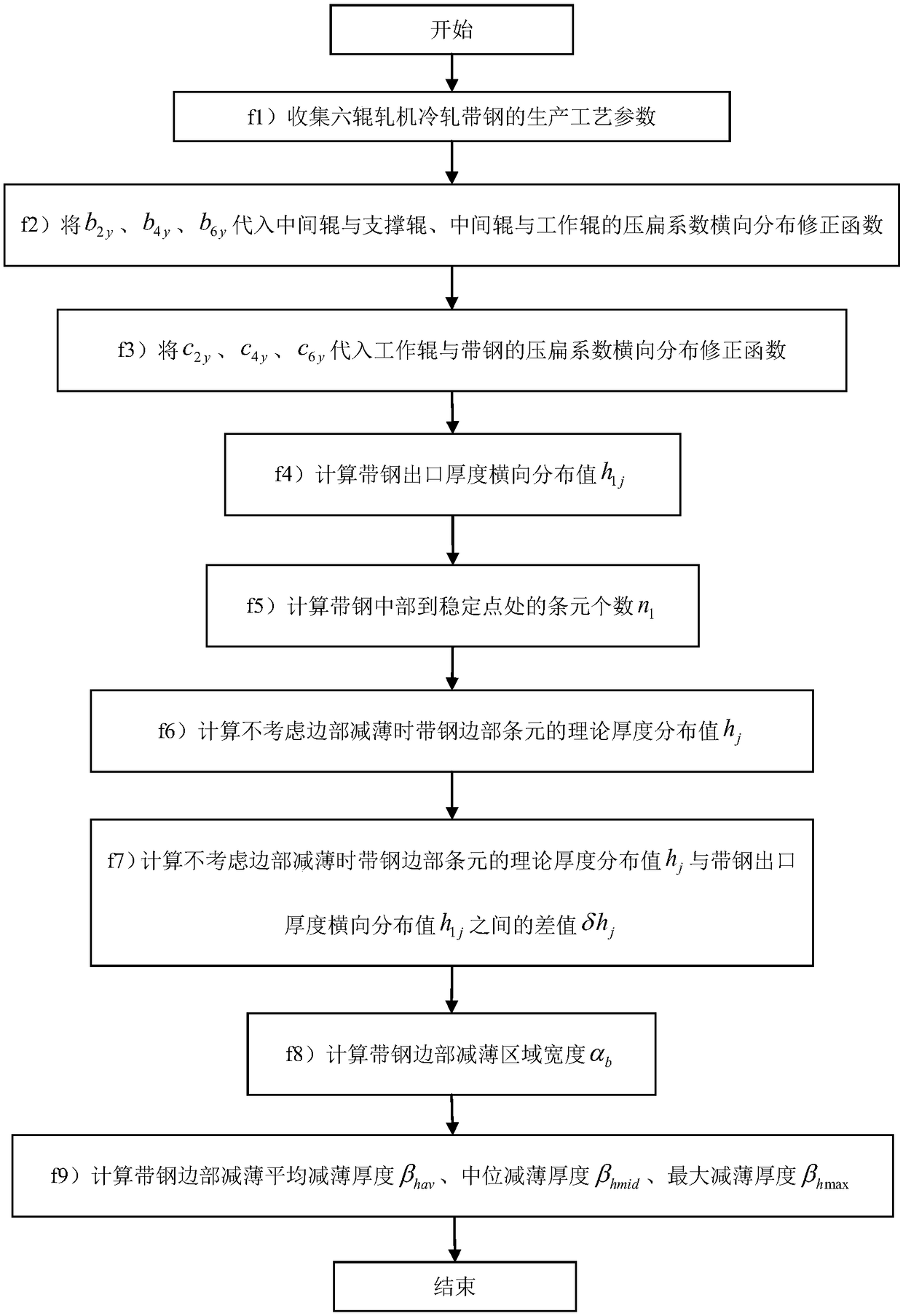
[0056] Taking a six-high rolling mill as an example, according to figure 1 The overall calculation flow chart of the strip edge thinning prediction method in the cold rolling process of the six-high mill is shown. First, in step (a), the main equipment and process parameters of the cold rolling process in the six-high mill are collected, including: work roll Roll radius R w =190mm, middle roll radius R m =210mm, backup roll radius R b =500mm; the elastic modulus E of the work roll w =210GPa, the elastic modulus E of the middle roll m =210GPa, Elastic modulus E of the backup roll b =210GPa; Poisson's ratio ν of work roll w = 0.3, Poisson's ratio ν of the middle roller m =0.3, Poisson’s ratio ν of the support roller b =0.3; Work roll body length L w =1420mm, middle roll body length L m =1420mm, back-up roller body length L b =1420mm; the distance between the work roll bending cylinder and the rolling center line l w =2500mm, the distance between the middle roll bendin...
Embodiment 2
[0093] First, in step (a), the main equipment and process parameters of the six-high rolling mill cold rolling process are collected, including: work roll radius R w =200mm, middle roll radius R m =215mm, backup roll radius R b =510mm; the elastic modulus E of the work roll w =210GPa, the elastic modulus E of the middle roll m =210GPa, Elastic modulus E of the backup roll b =210GPa; Poisson's ratio ν of work roll w = 0.3, Poisson's ratio ν of the middle roller m =0.3, Poisson’s ratio ν of the support roller b =0.3; Work roll body length L w =1420mm, middle roll body length L m =1420mm, back-up roller body length L b =1420mm; the distance between the work roll bending cylinder and the rolling center line l w =2500mm, the distance between the middle roll bending cylinder and the rolling center line l m =2500mm, the distance between the support roll lower cylinder and the rolling center line l b =2500mm.
[0094] Subsequently, in step (b), construct the flattening coe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elastic modulus | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com