A kind of high-strength cold heading steel wire rod and its production method
A cold heading steel, high-strength technology, applied in the direction of metal rolling, etc., can solve the problem that the internal performance uniformity and fatigue performance of finished fasteners cannot be improved, and achieve excellent cold heading performance, internal Composition and tissue homogeneity effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment
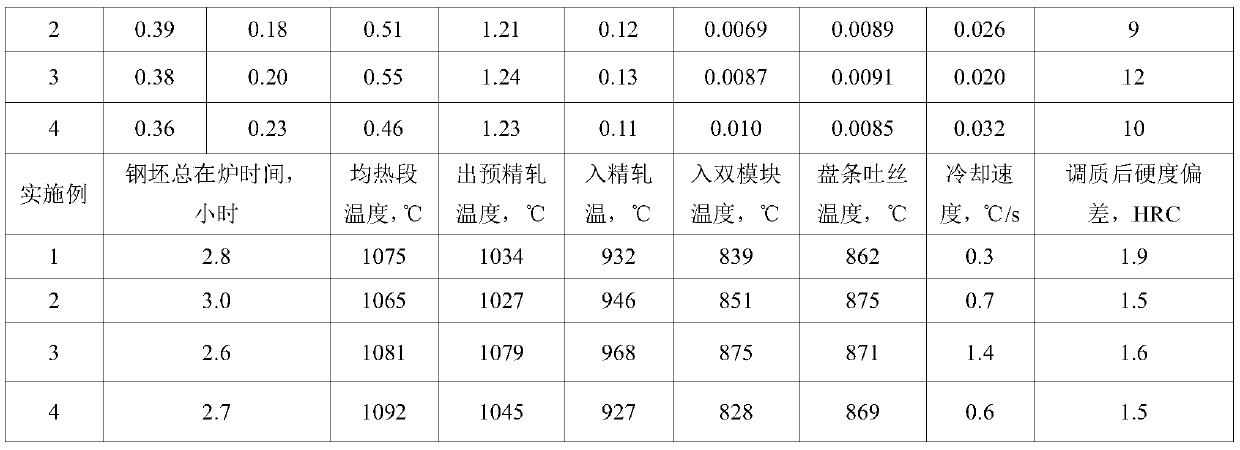
[0032] The following table includes 4 examples
[0033]
[0034]
Embodiment 1
[0036] A high-strength cold heading steel wire rod, the chemical composition ratio is: [C] 0.36%, [Si] 0.16%, [Mn] 0.36%, [P] 0.0091%, [S] 0.0071%, [Cr] 1.20% , [Mo] 0.15%, [Al] 0.015%. Wire rod diameter: 15mm.
[0037] The production process parameters of the above-mentioned high-strength cold heading steel wire rod are controlled as follows: the total billet time in the furnace: 2.8 hours, the temperature control of the soaking section: 1075 ° C, the temperature control of the pre-finishing rolling: 1034 ° C, the temperature control of the finishing rolling It is: 932°C, the temperature control of entering the double module is: 839°C, the temperature control of wire rod spinning is: 862°C, and the cooling speed control is: 0.3°C / s.
[0038] Results: The hardness deviation of a high-strength cold heading steel wire rod after quenching and tempering using the above-mentioned production process and chemical composition is 1.9HRC.
Embodiment 2
[0040] A high-strength cold heading steel wire rod, the chemical composition ratio is: [C] 0.39%, [Si] 0.18%, [Mn] 0.51%, [P] 0.0069%, [S] 0.0089%, [Cr] 1.21% , [Mo] 0.12%, [Al] 0.026%. Wire rod diameter: 9mm.
[0041] The production process parameters of the above-mentioned high-strength cold heading steel wire rod are controlled as follows: the total billet time in the furnace: 3.0 hours, the temperature control of the soaking section: 1065 °C, the temperature control of the pre-finishing rolling: 1027 °C, the temperature control of the finishing rolling It is: 946 °C, the temperature control of entering the double module is: 851 °C, the temperature control of wire rod spinning is: 875 °C, and the cooling speed control is: 0.7 °C / s.
[0042] Results: The hardness deviation of a high-strength cold heading steel wire rod after quenching and tempering using the above-mentioned production process and chemical composition is 1.5HRC.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More