

A strip width control method for hot-rolled wedge-shaped billet
A width control, wedge-shaped billet technology, applied in the direction of metal rolling stands, metal rolling mill stands, etc., can solve the problem that the overall control accuracy of the slab width is not high enough, and achieve the effect of improving the width control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0079] Actual strip produced (all data in "mm"):
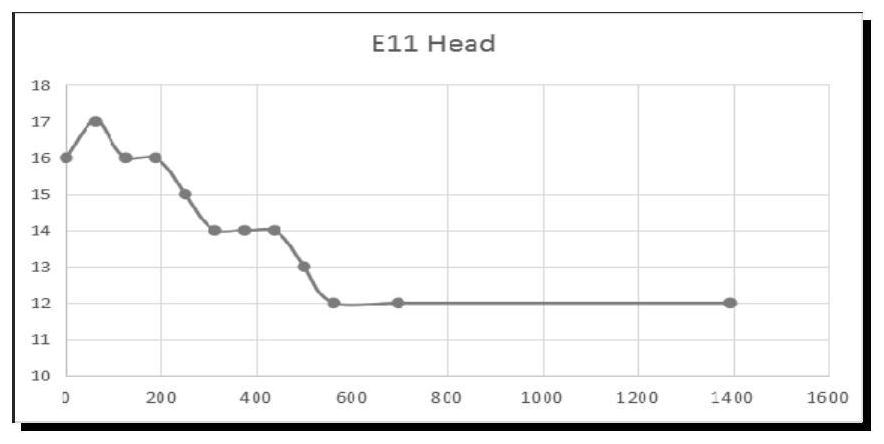
[0080] Inlet Head Width: 1171.072
[0081] Inlet Tail Width: 1242.9044
[0082] Wedge start position: 1200.0
[0083] Wedge End Position: 10630.0
[0084] Slab length: 10760.0
[0085] Incoming material thickness: 222.0
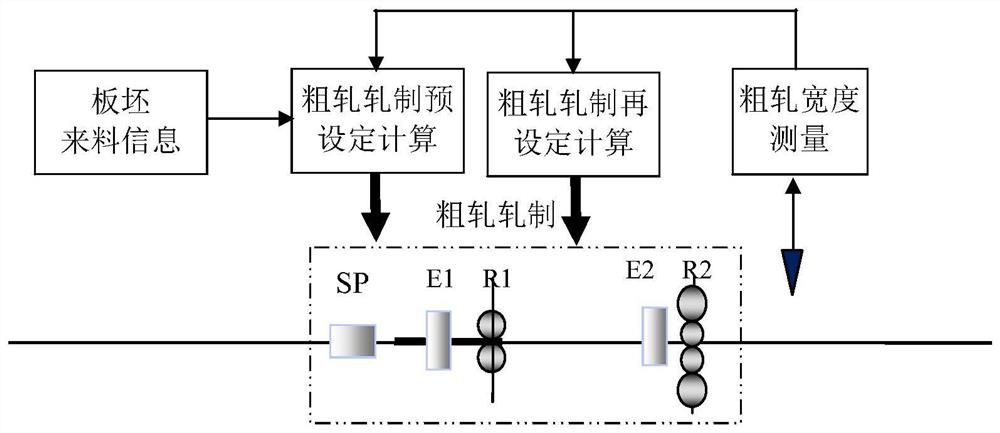
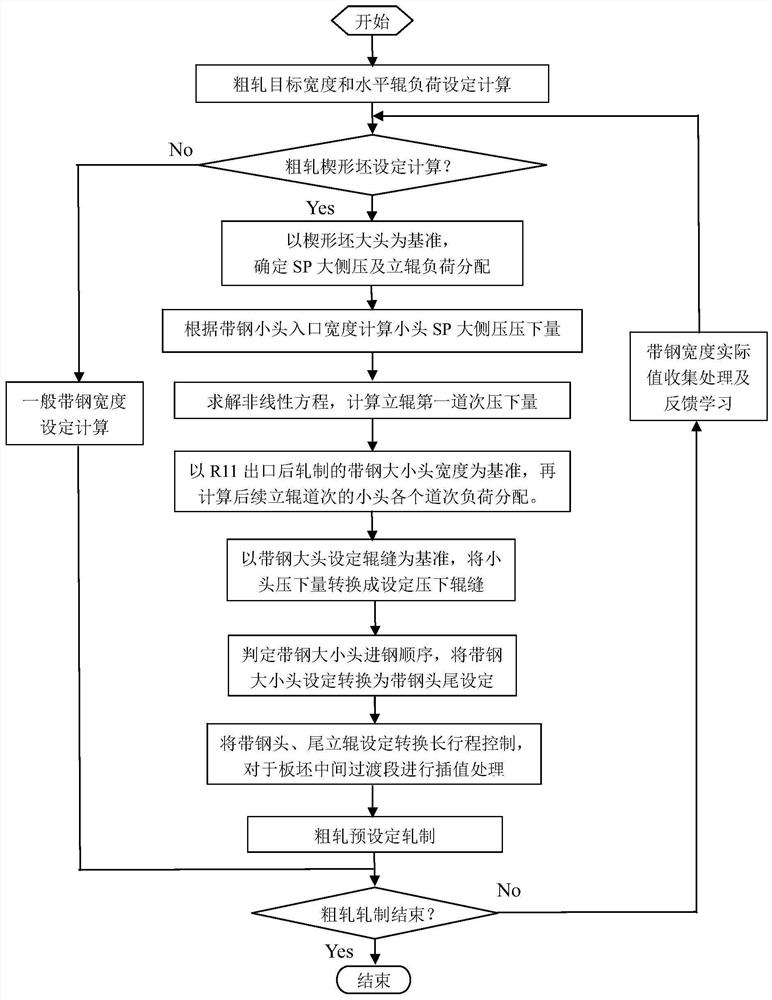
[0086] (1) Calculation of rough rolling target width and horizontal roll load setting:
[0087] Rough rolling target width: 1092.1355
[0088] R1 horizontal roll reduction: 20.295826, 36.111572, 30.270874
[0089] R2 horizontal roll reduction: 34.849052, 33.158211, 25.261719
[0090] (2) Based on the large end of the wedge-shaped billet, determine the load distribution of the SP large side pressure and the vertical roll, and determine the reduction of each pass of the rough rolling large end
[0091] Large side pressure target: 1062.896
[0092] Large side pressure dog bone: 23.430
[0093] Maximum side pressure reduction: 210.74303
[0094] R1 horizontal roll inlet thickness: 242.91177
[0095] R...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More