

Method for controlling martensite structures in flash welded joints of R260 steel rails
A head martensite and rail technology, applied in the field of controlling R260 rail flash welded head martensite, can solve the problems of spot martensite, failure to pass welding type inspection, right shift, etc., and achieve simple and good control process Effect of Promoting App Foreground
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
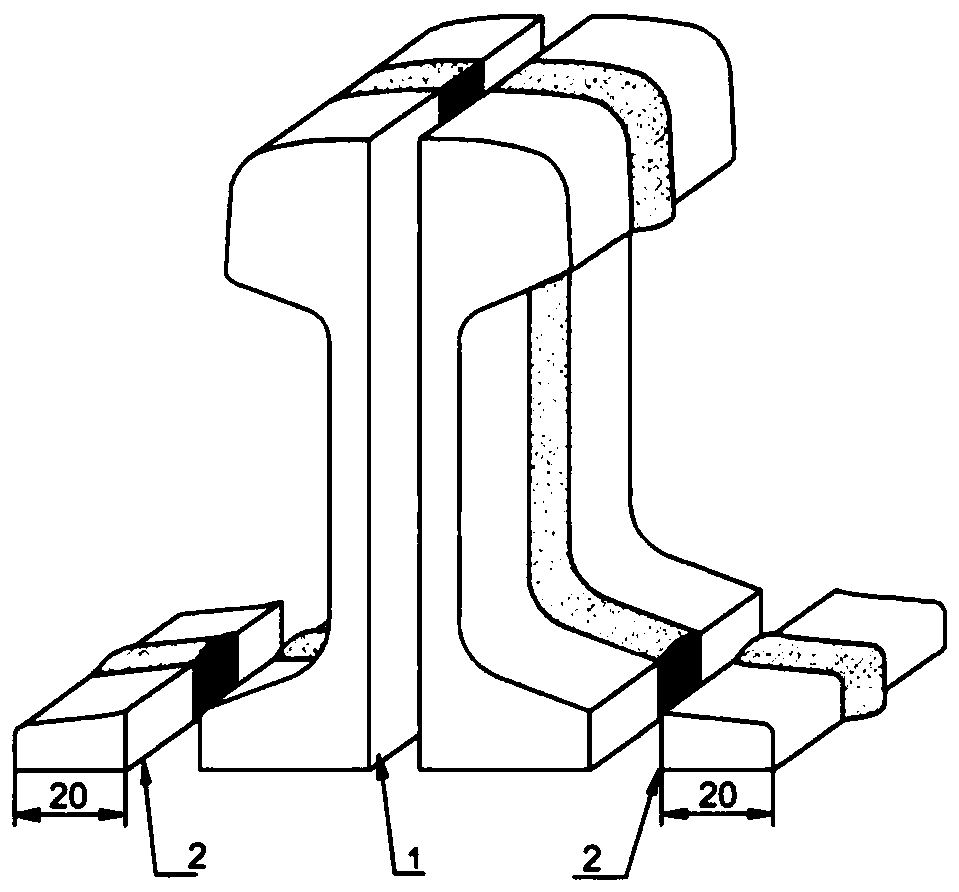
[0029] When controlling the content of Mn in the base material of R260 rail to be at the extremely low limit of 0.65%, and the content of C in other chemical components at the upper limit, and Si kept at ≤0.30%, it is necessary to add 0.30% Cr and 0.03% to the molten steel during the steelmaking process V, and increase the cooling air volume under the step-by-step cooling bed after the rail is hot-rolled, and increase the average cooling rate of the rail on the cooling bed above 500°C to 8.0°C / min, so as to meet the mechanical properties of the hot-rolled rail rolled by the universal line. Satisfy Rm≥880MPa, tread hardness ≥260HB, use rail mobile flash welding machine or fixed flash welding machine, adopt 3.5MJ small heat input after continuous flash welding, the actual welding upsetting amount is kept at 10.0mm, when the joint pushing is completed The back joint was air cooled to room temperature.
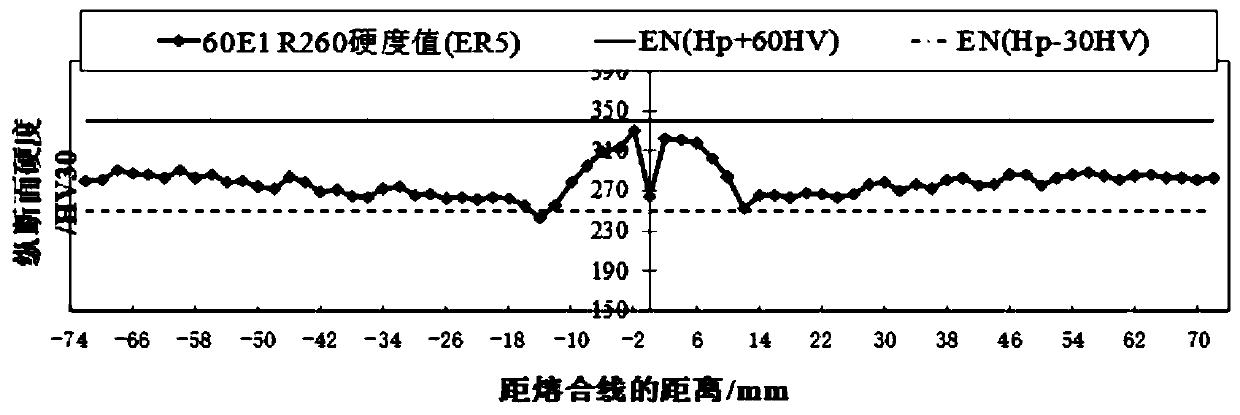
[0030] After testing, according to EN14587-2:2009 standard requirements of ra...
Embodiment 2
[0032] When controlling the content of Mn in the base material of R260 rail to be at the extremely low limit of 0.68%, and the content of C in other chemical components at the upper limit, and Si kept at ≤0.30%, it is necessary to add 0.28% Cr and 0.03% to the molten steel during the steelmaking process. V, and increase the cooling air volume under the step-by-step cooling bed after the rail is hot-rolled, and increase the average cooling rate of the rail at a temperature above 500°C on the cooling bed to 7.0°C / min, so as to meet the mechanical properties of the hot-rolled rail rolled by the universal line. Meet Rm≥880MPa, tread hardness ≥260HB, use rail mobile flash welder or fixed flash welder, after continuous flash welding with small heat input of 3.5MJ, the actual welding upsetting amount remains at 10.5mm, when the joint push is completed The back joint was air cooled to room temperature.
[0033]After testing, according to the requirements of EN14587-2:2009, the positio...
Embodiment 3
[0035] When controlling the content of Mn in the base material of R260 rail to be at the extremely low limit of 0.70%, and the content of C in other chemical components at the upper limit, and Si kept at ≤0.30%, it is necessary to add 0.25% Cr and 0.03% to the molten steel during the steelmaking process V, and increase the cooling air volume under the step-by-step cooling bed after the rail is hot-rolled, and increase the average cooling rate of the rail on the cooling bed above 500°C to 6.0°C / min, so as to meet the mechanical properties of the hot-rolled rail for normal production and rolling of the universal line Satisfy Rm≥880MPa, tread hardness ≥260HB, use the rail mobile flash welder or fixed flash welder, after continuous flash welding with a small heat input of 4.0MJ, the actual welding upsetting amount remains at 11.0mm, when the joint pushing is completed The back joint was air cooled to room temperature.
[0036] After testing, according to the requirements of EN1458...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More