Preparation method of nickel-base deformation high-temperature alloy wheel disc forged piece used at high temperature
A deformed superalloy and high-temperature technology, which is applied in the field of preparation of nickel-based deformed superalloy disc forgings, can solve problems such as metallurgical defects, easy cracking in forging, uneven structure, etc., and achieve good mechanical properties and satisfactory service stability.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0046] Example 1. A preparation method for a nickel-based deformed superalloy disc forging that can be used at 850°C for a long time
[0047] In this example, a nickel-based deformed superalloy disc forging (with a diameter of 200 mm) that can be used at 850°C for a long time is prepared. The alloy composition is shown in the part of Example 1 in Table 1.
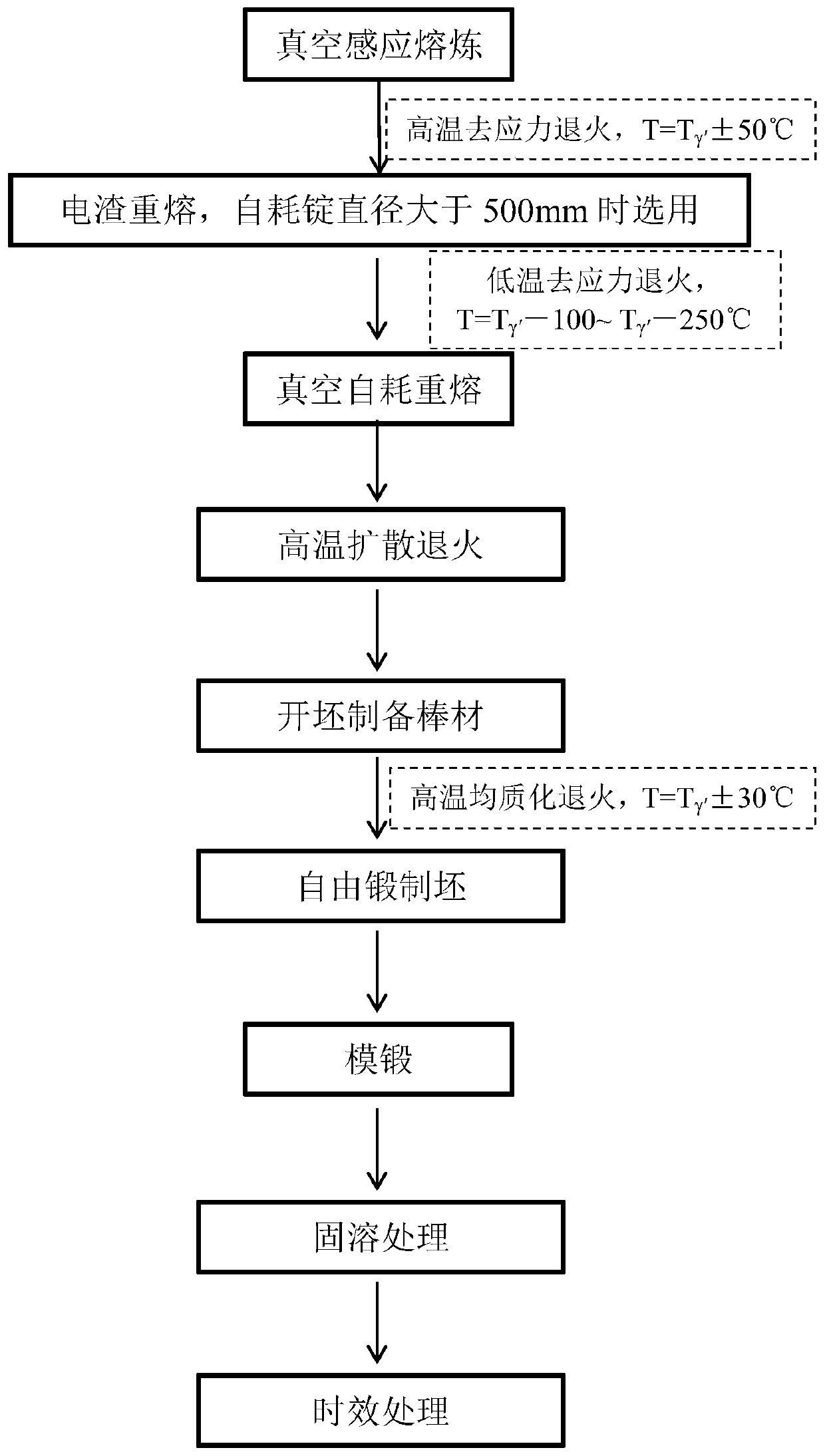
[0048] The preparation process of alloy wheel disc forging, such as image 3 shown, including the following steps:
[0049] Step 1. The smelting adopts a dual process (ie, vacuum induction melting and vacuum consumable remelting). The diameter of the primary alloy ingot obtained by vacuum induction smelting is 250mm, and the diameter of the alloy ingot obtained by vacuum consumable remelting is 305mm. Vacuum induction smelting includes the following steps: weighing raw materials according to the alloy element ratio, and performing vacuum induction smelting. The vacuum induction melting process includes several steps such ...
Embodiment 2
[0054] Example 2. A preparation method for a nickel-based deformed superalloy disc forging with a diameter of 550mm that can be used at 850°C for a long time
[0055] In this example, a nickel-based deformed superalloy disc forging with a diameter of 550mm is prepared for long-term use at 850°C. The alloy composition is shown in Example 2 of Table 1.
[0056] The preparation process of alloy wheel disc forging, such as image 3 shown, including the following steps:
[0057] Step 1. The smelting adopts a double process, vacuum induction melting + vacuum consumable remelting, the diameter of the alloy ingot for vacuum induction melting is 370mm, and the diameter of the vacuum consumable remelting alloy ingot is 460mm. Vacuum induction smelting includes the following steps: weighing raw materials according to the alloy element ratio, and performing vacuum induction smelting. The vacuum induction melting process includes several steps such as evacuation, smelting period, refinin...
Embodiment 3
[0062] Example 3. A nickel-based deformed superalloy wheel disk forging with a diameter of 900mm that can be used at 850°C for a long time
[0063] In this example, a nickel-based deformed superalloy diameter disc forging that can be used at 850°C for a long time is prepared. The alloy composition is shown in Table 1, Example 3.
[0064] The preparation process of alloy wheel disc forging, such as image 3 shown, including the following steps:
[0065] Step 1. The smelting adopts a triple process, vacuum induction melting + electroslag remelting + vacuum self-consumption remelting, the diameter of the vacuum induction melting alloy ingot is 355mm, the diameter of the electroslag remelting alloy ingot is 423mm, and the vacuum self-consumption remelting alloy ingot The diameter is 508mm. Vacuum induction smelting includes the following steps: weighing raw materials according to the alloy element ratio, and performing vacuum induction smelting. The vacuum induction melting pro...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More