Low-grade non-oriented electrical steel and manufacturing method thereof
A technology of grain-oriented electrical steel and a manufacturing method, applied in the direction of temperature control, etc., can solve the problems of poor rolling stability of low-grade non-oriented electrical steel, affecting the size and shape accuracy of hot-rolled coils of low-grade non-oriented electrical steel, etc. Improves dimensional and shape accuracy, and stabilizes the effect of finishing rolling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
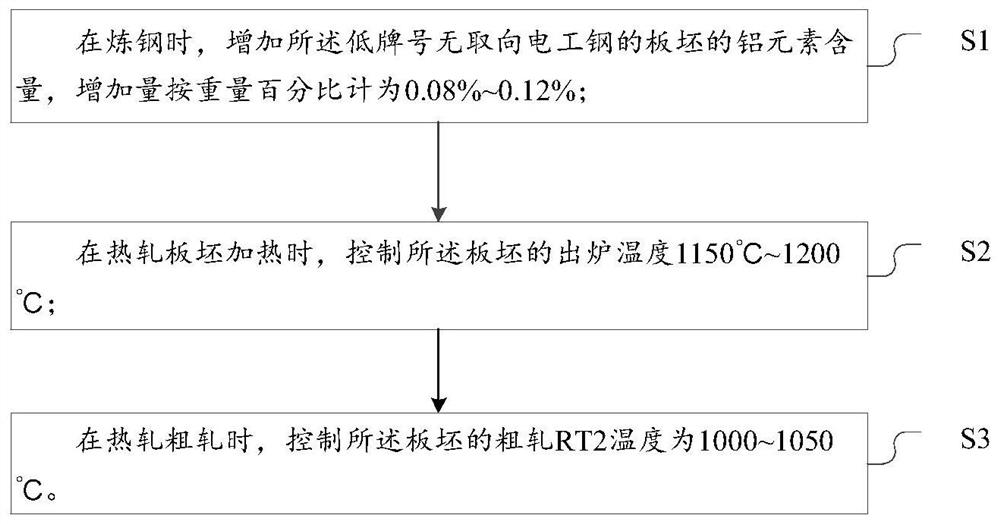
[0043] The scheme provided by the present invention is applied to 50W1000, and a certain batch is rolled 22 coils altogether, and its process control is as follows:
[0044] Al element content: 0.9% to 1.1%;
[0045] Slab temperature control: 1153~1172℃;
[0046] Rough rolling RT2 temperature control: 1027~1043℃;
[0047] Temperature control of finish rolling and finishing rolling: 907~932℃;
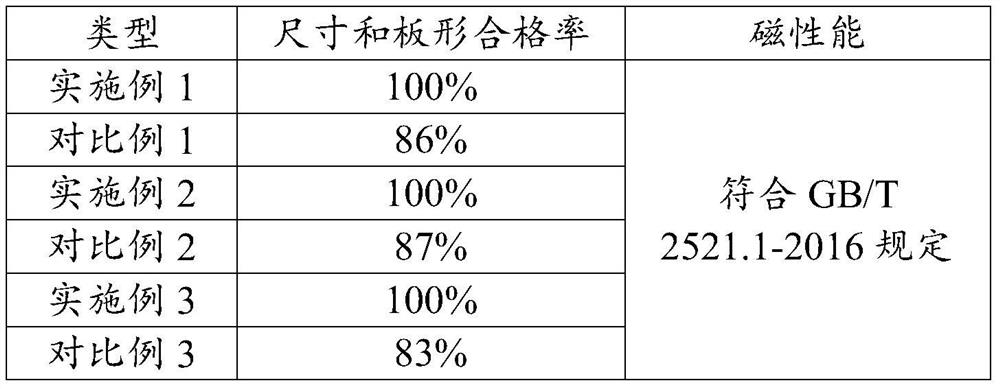
[0048] After the hot rolling is completed, the size and shape qualification rate of the coil are counted, and the magnetic properties are tested according to the requirements of GB / T 2521.1-2016.
Embodiment 2
[0050] The scheme provided by the present invention is applied to 50W800, and a certain batch is rolled 32 volumes altogether, and its process control is as follows:
[0051] Al element content: 1.4% to 1.6%;
[0052] Slab temperature control: 1164~1198℃;
[0053] Rough rolling RT2 temperature control: 1008~1038℃;
[0054] Temperature control of finish rolling and finishing rolling: 901~938℃;
[0055] After the hot rolling is completed, the size and shape qualification rate of the coil are counted, and the magnetic properties are tested according to the requirements of GB / T 2521.1-2016.
Embodiment 3
[0057] The scheme provided by the present invention is applied to 50W1300, and a certain batch is rolled 30 volumes altogether, and its process control is as follows:
[0058] Al element content: 0.6% to 1.0%;
[0059] Slab temperature control: 1151~1179℃;
[0060] Rough rolling RT2 temperature control: 1021~1047℃;
[0061] Temperature control of finish rolling and finishing rolling: 901~938℃;
[0062] After the hot rolling is completed, the size and shape qualification rate of the coil are counted, and the magnetic properties are tested according to the requirements of GB / T 2521.1-2016.
[0063] Corresponding to Embodiments 1 to 3, the historical steel coil production data before applying the scheme of the present invention are counted, specifically as follows:
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More