Vacuum insulated panel adopting organic fiber core material and preparation method of vacuum insulated panel
A technology of vacuum insulation panels and organic fibers, applied in applications, household appliances, flat products, etc., can solve problems such as poor thermal insulation performance, inability to assist thermal insulation powder to improve thermal insulation, etc., to overcome poor thermal insulation performance, improve overall thermal insulation performance, Environmentally friendly effects of processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
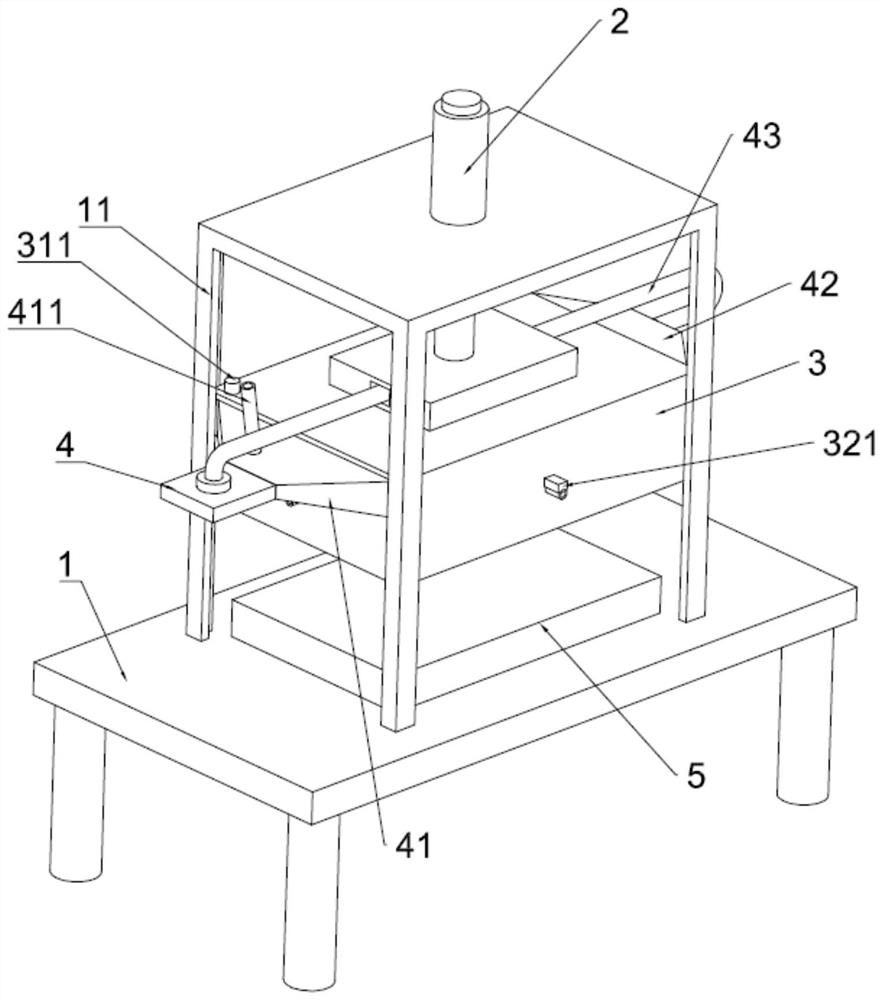
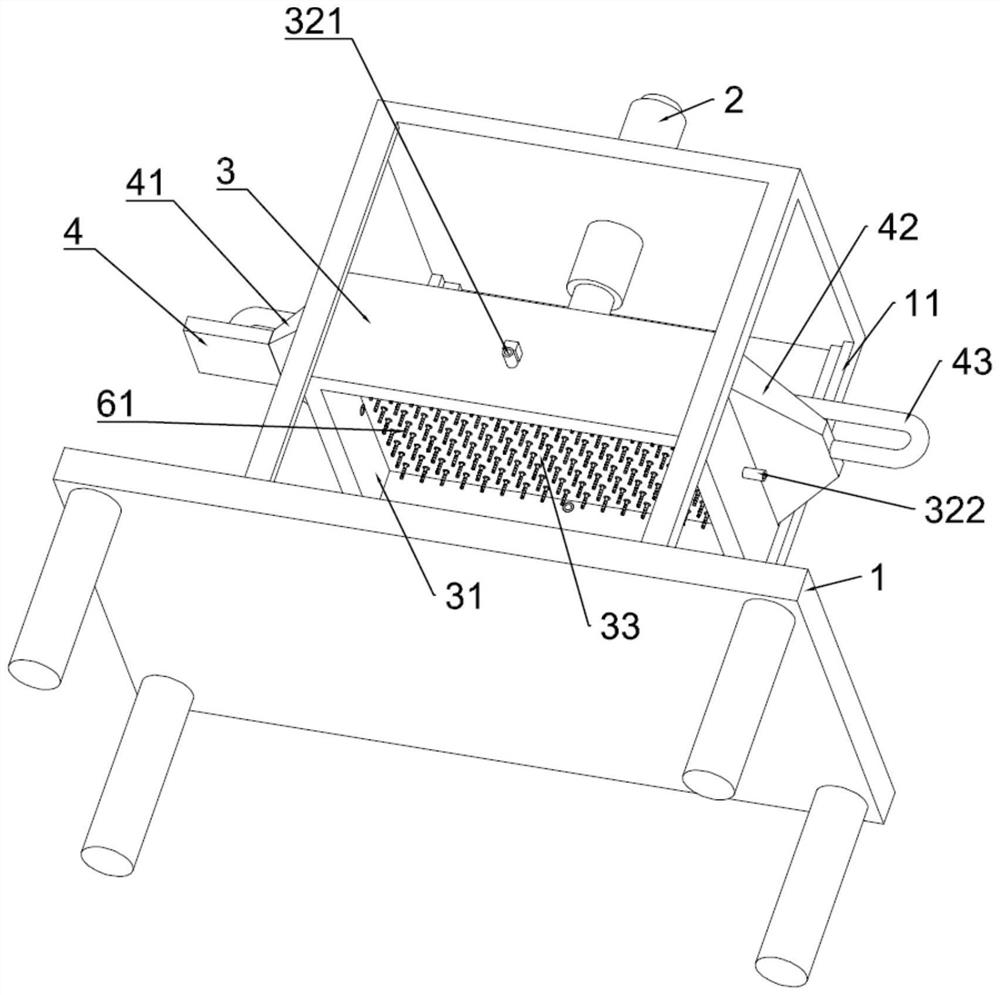
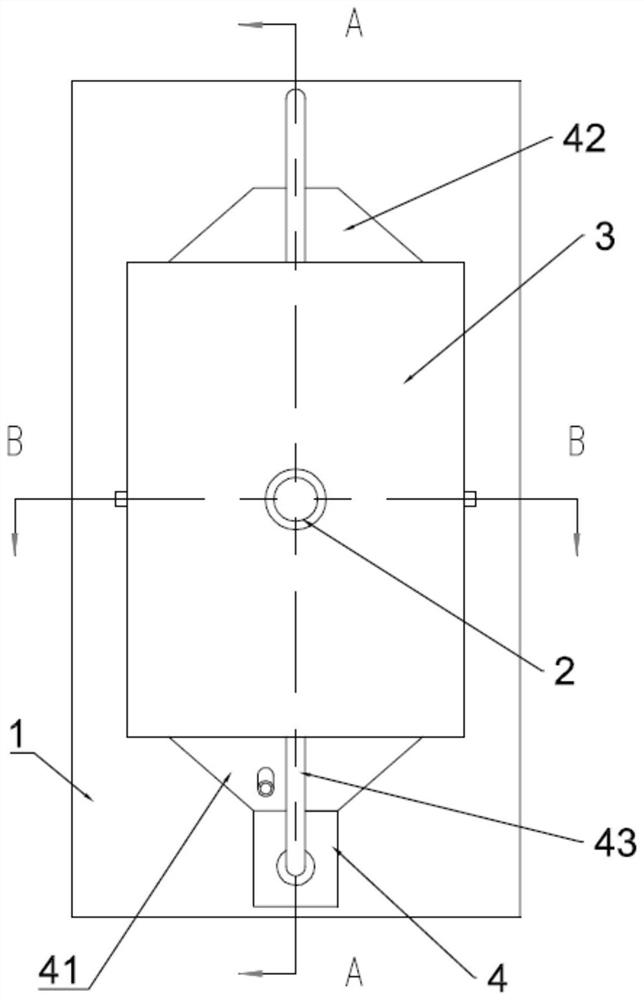
[0031] Example 1: In this example, a hot-pressing filling device is used to perform powder filling and hot-pressing operations of the organic fiber felt, such as Figure 1 to Figure 5As shown, the hot-pressing filling device includes a frame 1 on which a guide frame 11 and a bearing block 5 are arranged, a hydraulic cylinder 2 is arranged in the center of the top of the guide frame 11, and a telescopic rod of the hydraulic cylinder 2 is provided. There is an upper pressing block 3 at the bottom, the four corners of the upper pressing block 3 are all slidably connected with the guide frame 11, and a circulating laminar flow assembly is arranged on the upper part of the upper pressing block 3, and the circulating laminar flow assembly passes the circulating air flow. The hot powder is uniformly dispersed, and the air flow containing the auxiliary heat insulating powder passes horizontally above the hot-pressing groove 32. The lower part of the upper pressing block 3 is provided w...
Embodiment 2
[0039] Example 2: The rest are the same as Example 1, except that the pressure of the hot-pressing filling device in S2 and S3 is 0.06MPa, the pressure holding time is 7min, and the thickness of the fluffy felt is 6cm.
[0040] The weight ratio of polyester fiber and 4080 fiber is 7:3; the fiber length is 35mm, and the fiber diameter is 40μm.
[0041] The auxiliary heat insulation powder is hollow glass microbeads, and the particle size of the auxiliary heat insulation powder is 100 μm. The filling amount of the auxiliary heat insulating powder in S2 is 6% of the weight of the fluffy felt. The filling amount of auxiliary heat insulating powder in S3 is 1 / 20 of that in S2.
Embodiment 3
[0042] Example 3: The rest were the same as Example 1, except that the pressure of the hot-pressing filling device in S2 and S3 was 0.1 MPa, the pressure holding time was 10 min, and the fluffy felt was 20 cm.
[0043] The weight ratio of polyester fiber and 4080 fiber is 3:1; the fiber length is 25mm, and the fiber diameter is 10μm.
[0044] The auxiliary heat insulating powder is porous carbon powder, and the particle size of the auxiliary heat insulating powder is 50 μm. The filling amount of the auxiliary heat insulating powder in S2 is 3.5% of the weight of the fluffy felt. The filling amount of auxiliary heat insulating powder in S3 is 1 / 10 of that in S2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Fiber diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More