

Plate thickness controller for continuous roll mill
A control device and a technology for a rolling mill, which are applied in the control device of a rolling mill, a driving device for a metal rolling mill, metal rolling, etc., and can solve the problems of insufficient plate thickness control accuracy and inability to achieve
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0047] Embodiment 1
[0048] Embodiment 1 of the present invention will be described in detail below with reference to the drawings.
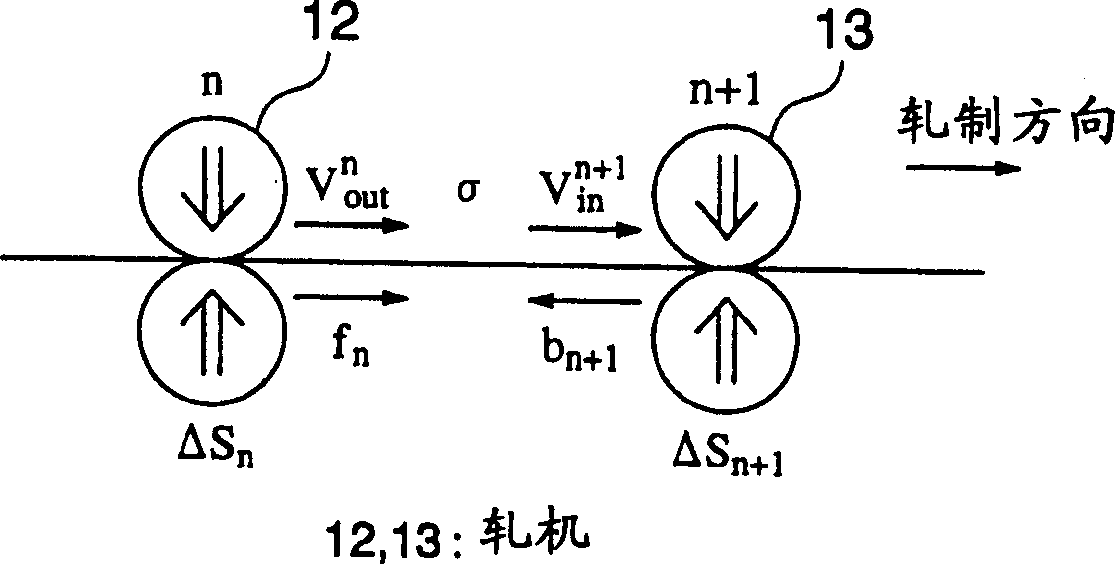
[0049] First refer to figure 1 The control principle of Embodiment 1 of the present invention will be described.
[0050] figure 1 Shown is a side view of the continuous rolling mill controlled by Embodiment 1 of the present invention, and the tension σ between the rolling mill 12 of stand number n and the rolling mill 13 of stand number n+1 is modeled and schematically expressed. A case where the tension σ of the material to be rolled is adjusted between the rolling mills 12 and 13 will be representatively described below.
[0051] exist figure 1 In the figure, the pressing direction (refer to the arrow) is the advancing direction of the material to be rolled, and the difference ΔS in the pressing position occurs due to the pressing load of each rolling mill 12 and 13 n , and ΔS n+1 .
[0052] In addition, the forward slip ratio fn i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More