

System, air valve assembly and method for air evacuation of plastic sealable storage bags
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
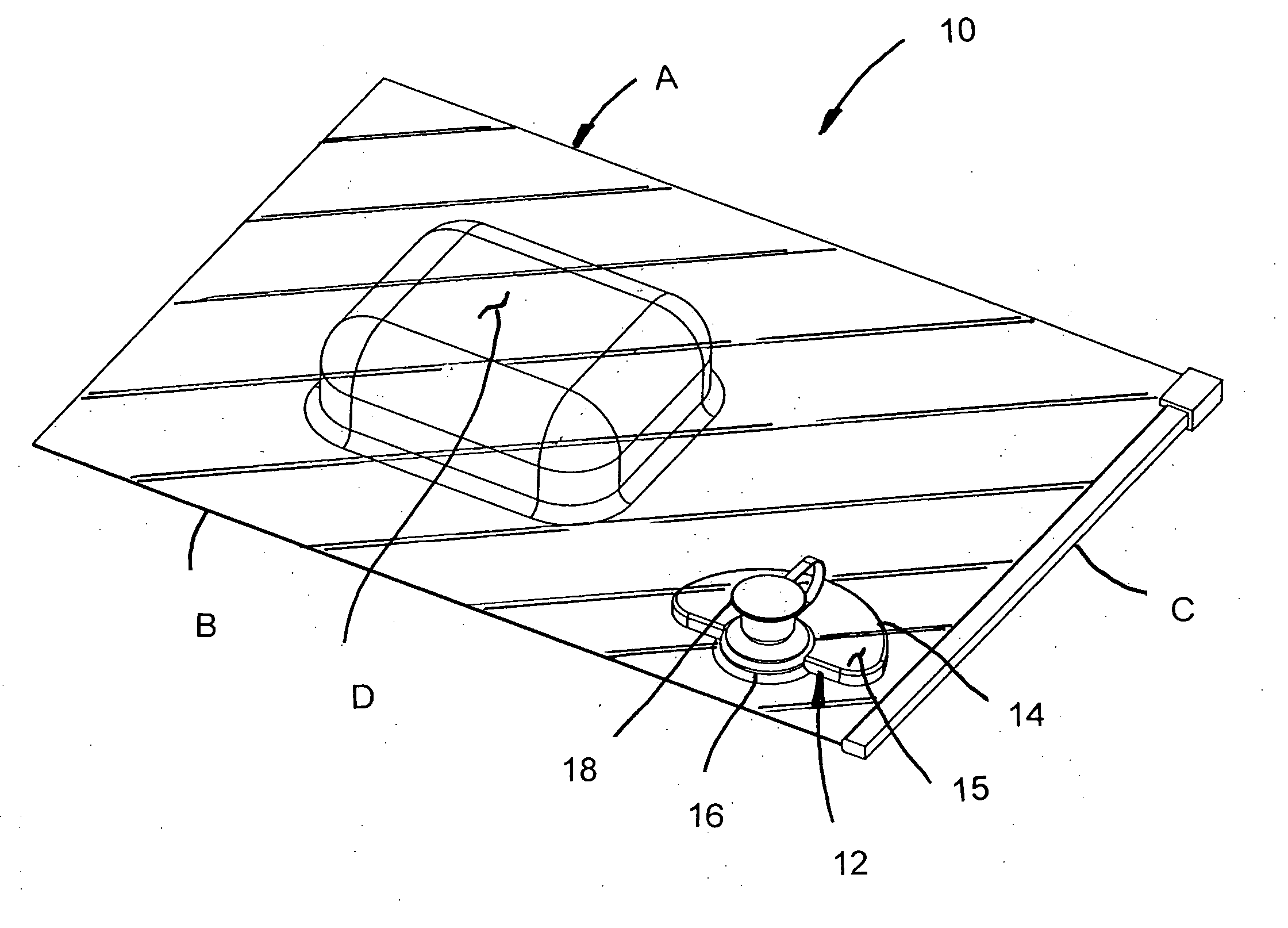
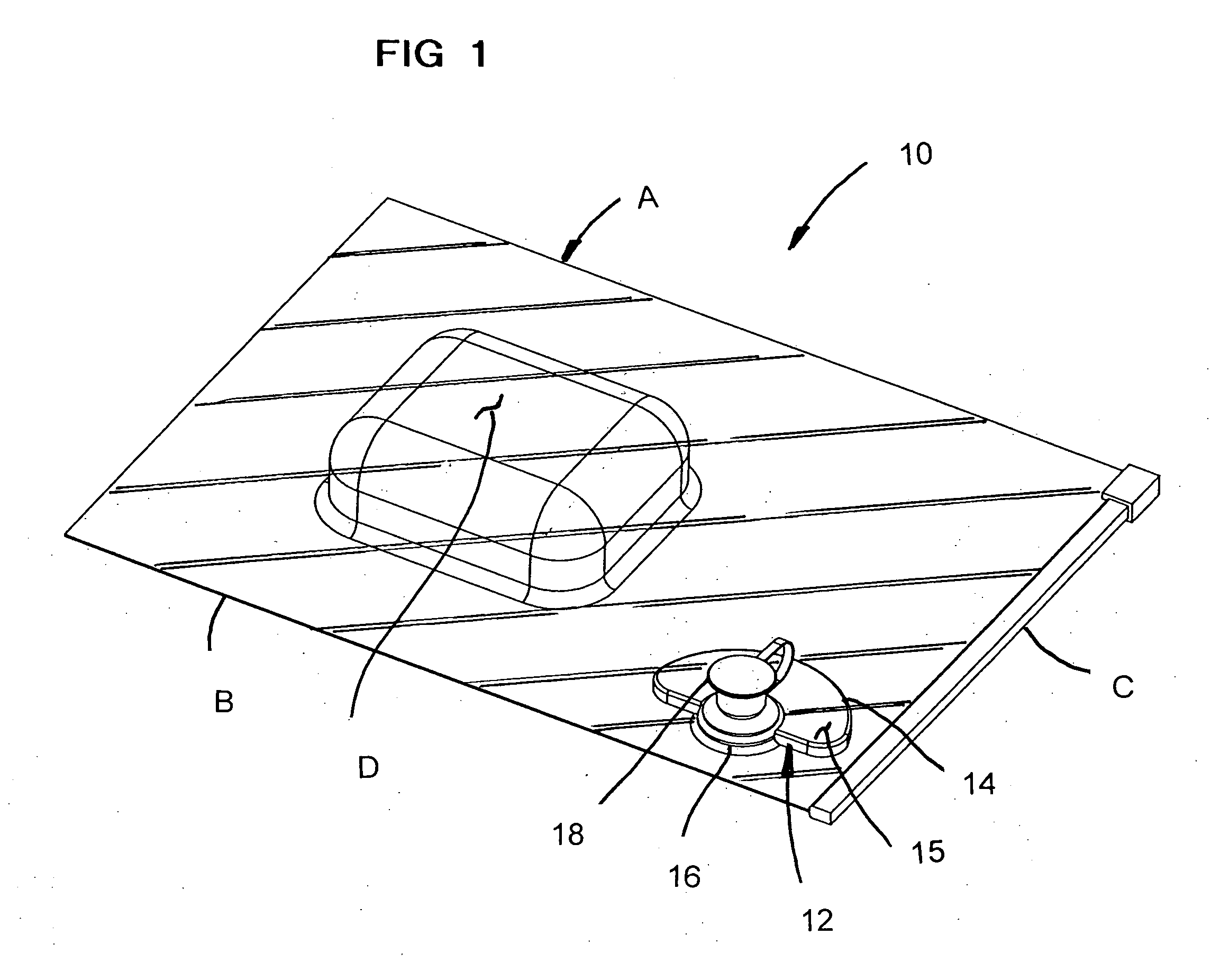
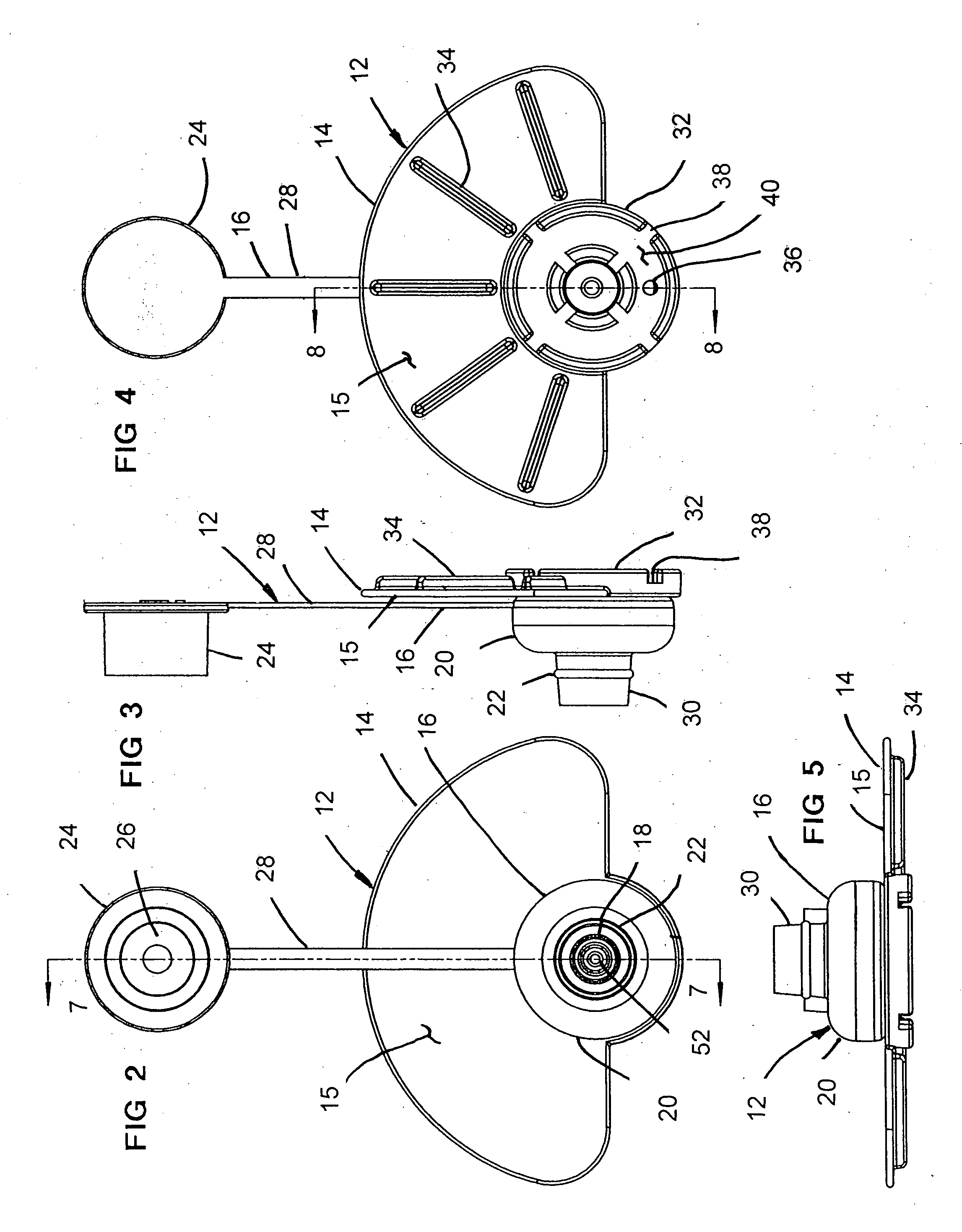
[0040]Referring now to the drawings, and firstly to FIGS. 1 to 8, the system of the invention in combination with a conventional plastic storage container or bag A is there shown generally at numeral 10. The system 10 includes an air valve assembly 12 which includes an inner valve member 14 and an outer valve member 16 installed into the conventional plastic storage bag or container A.
[0041]Initially, a food item or other storable goods D is placed within the open sealable end C of the bag A. Prior to this, the air valve assembly 12 was assembled onto one of the flexible side panels of the bag B as will be described in more detail in FIGS. 7 and 8. After installation of the air valve assembly 12 and insertion of the item D to be vacuum-sealed within the flexible storage bag A, the sealable end C is closed. Thereafter, a vacuum pump is utilized in conjunction with the air valve assembly 12 to evacuate substantially all air from within the sealed storage bag A, again as will be descri...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More