

Stirrer
a technology of stirrer and spherical plate, which is applied in the field of stirrer, can solve the problems of casting defects in the inner structure of the cast strand, negative influence on quality and productivity, and inclusion and irregularities in the finished, and achieve the effect of reducing or eliminating disadvantages
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022]The invention will now be described by means of various embodiments.
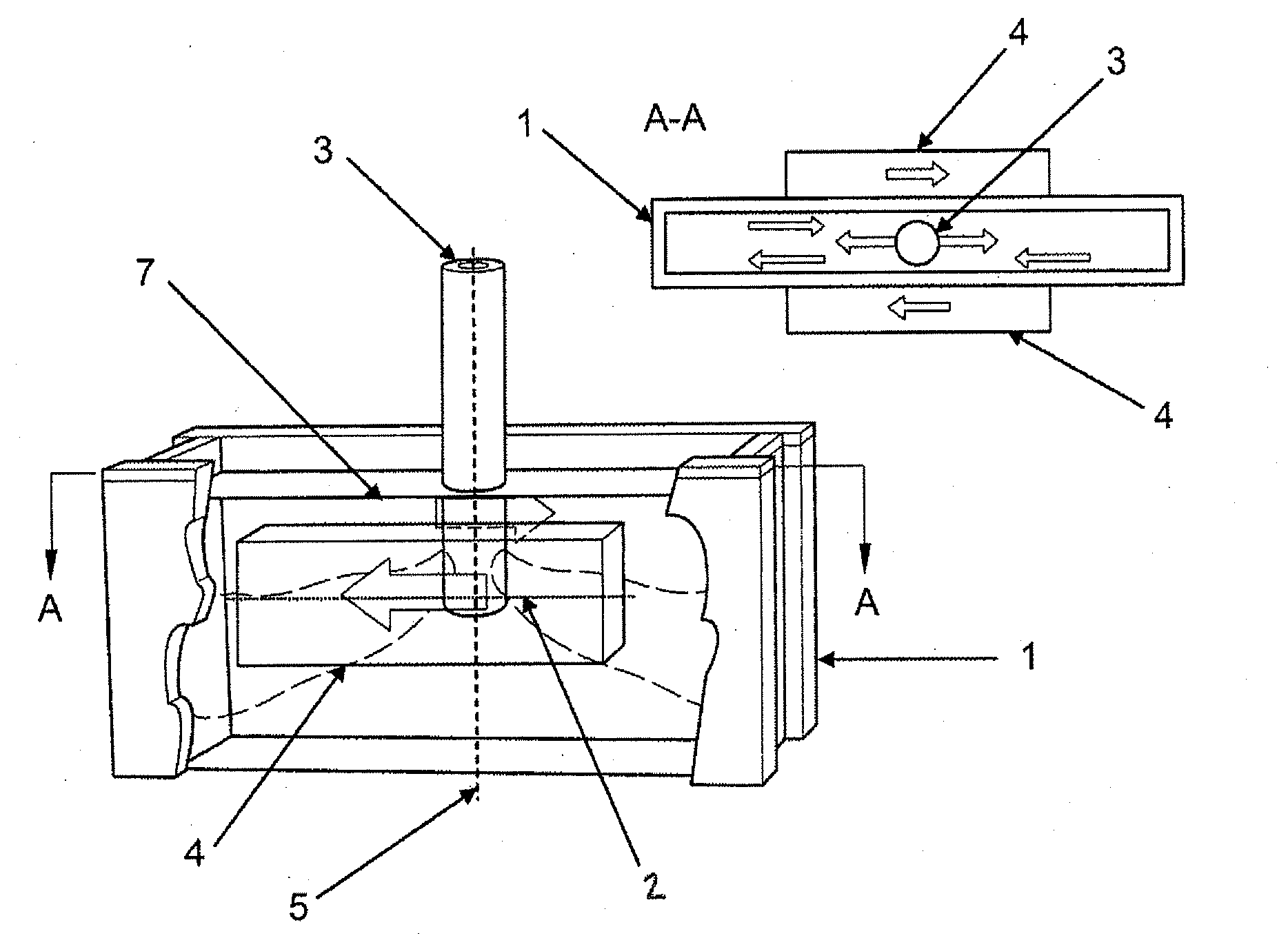
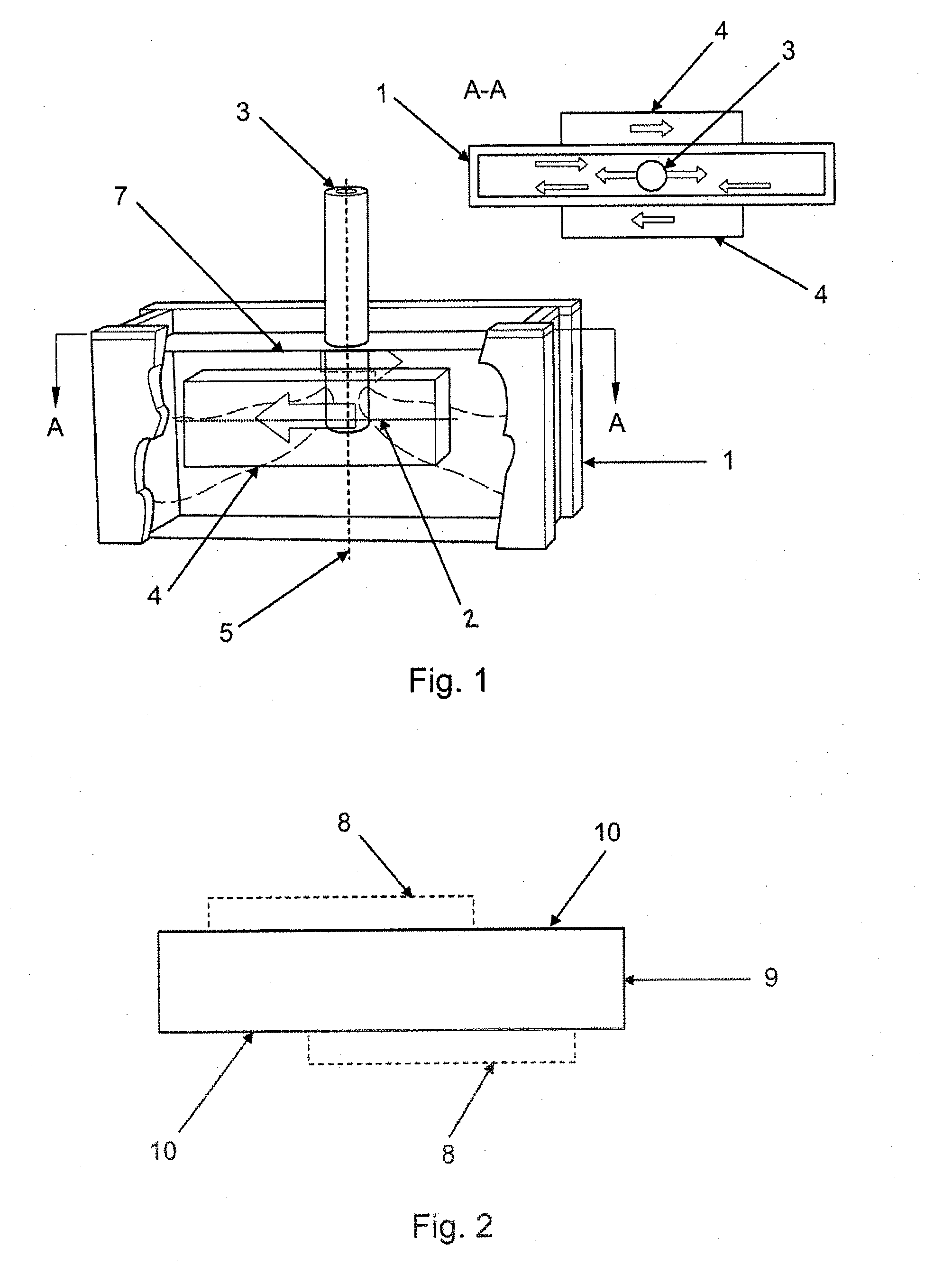
[0023]FIG. 1 shows an explanatory sketch of the invention, comprising a mould 1 enclosing a melt 2 which is supplied to the mould 1 by means of a casting tube 3 lowered into the melt. The melt 2 is cooled and a partially solidified strand is formed. The strand is then moved continuously out of the mould 1. According to the invention, at least one stirrer 4 is arranged which has an iron core and a coil applied around it and, with the iron cores arranged so as not to cover the whole length of the broad sides of the mould but instead at least 50% of the broad sides of the mould and at most 80% of the broad sides of the mould, symmetrically about the centre line 5 of the mould 1 on both sides of the broad sides of the mould. The iron cores are arranged such that their upper parts are positioned at a distance from the meniscus that lies from 50 mm above the surface 7 of the meniscus to 195 mm below said surface 7, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| distance | aaaaa | aaaaa |
| distance | aaaaa | aaaaa |
| distance | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More