

A magnetic blow-out processing control method for the consumable-electrode type pulse arc melting
A pulsed arc, processing and control technology, applied in arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problems of accelerated feeding speed, unstable arc state, deviation, etc., and achieve the effect of preventing arc cutoff
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] Hereinafter, embodiments of the present invention will be described with reference to the drawings.
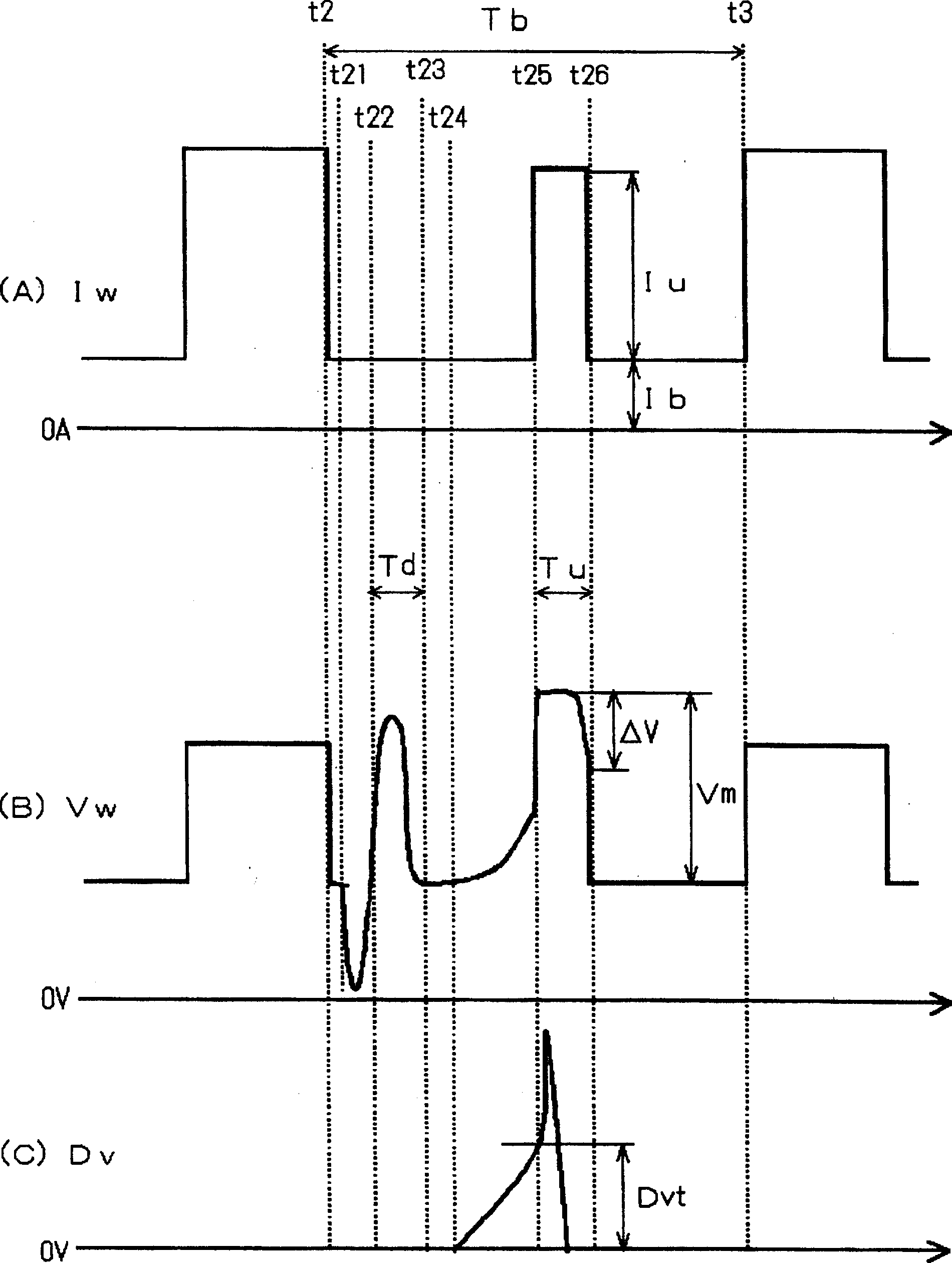
[0029] figure 1 It is a current-voltage waveform diagram showing the magnetic blowing treatment control method according to the embodiment of the present invention. The graph (A) shows the change with time of the welding current Iw, the graph (B) shows the change with time of the welding voltage Vw, and the graph (C) shows that a short circuit occurred, the short circuit was eliminated and the abnormal voltage did not overlap the welding voltage Vw The rate of increase of the welding voltage Vw in the basic period Tb of Dv=dVw / dt changes with time. In this figure, the operations other than the basic period Tb from time t2 to t3 are the same as those described above. Figure 6 is the same as when it was used, and its description is omitted here. Hereinafter, the operation in the basic period Tb will be described with reference to this figure.
[0030] ① How to ident...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More