

Large-sized T shaped joint full penetration assembled welding process
A welding process and full penetration technology, applied in welding equipment, manufacturing tools, arc welding equipment, etc., can solve the problems of reducing component fatigue strength, component failure, and easy to become a crack source
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The present invention will be further described below in combination with specific embodiments.
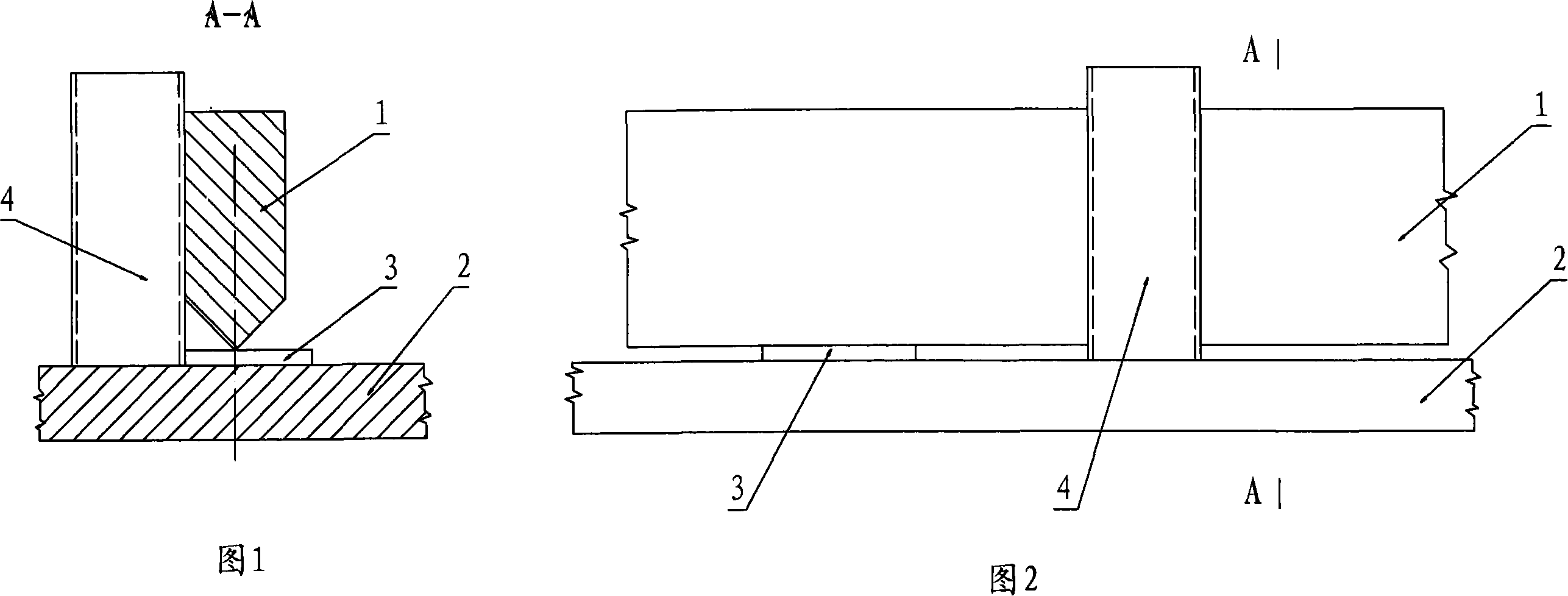
[0018] As shown in Figure 1, the T-shaped guide rail of the offshore oil drilling platform is welded by the web 1 and the wing 2. Board dimensions (length × width × thickness mm) / material: 16000×350×30 / Q345A, as a large T-joint component, its full penetration combined welding process is as follows:
[0019] (1) The welded edge of the web is processed by the X2012 type gantry milling machine to produce a K-shaped groove, without leaving a blunt edge, and the groove angle is 45°.
[0020] (2) Along the length direction of the web, at intervals of 2m, place steel plate pads with dimensions of 100×50×3mm between the K-shaped groove of the web and the flange; There is a gap of 3mm between them.
[0021] (3) Along the length direction of the web, at intervals of 1m, spot-weld a rectangular tube positioning block □50×50×6mm / Q345A with a length of 200mm between one side of the we...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More