

Hollow silencing pipeline molding equipment
A molding equipment and sound-absorbing technology, which is applied in the direction of mechanical equipment, objects with hollow walls, pipes, etc., can solve the problems of energy-high heat energy, waste gas seriously pollutes the surrounding environment, and endangers the health of operators, so as to achieve the goal of using less materials, The effect of low cost and low defective rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
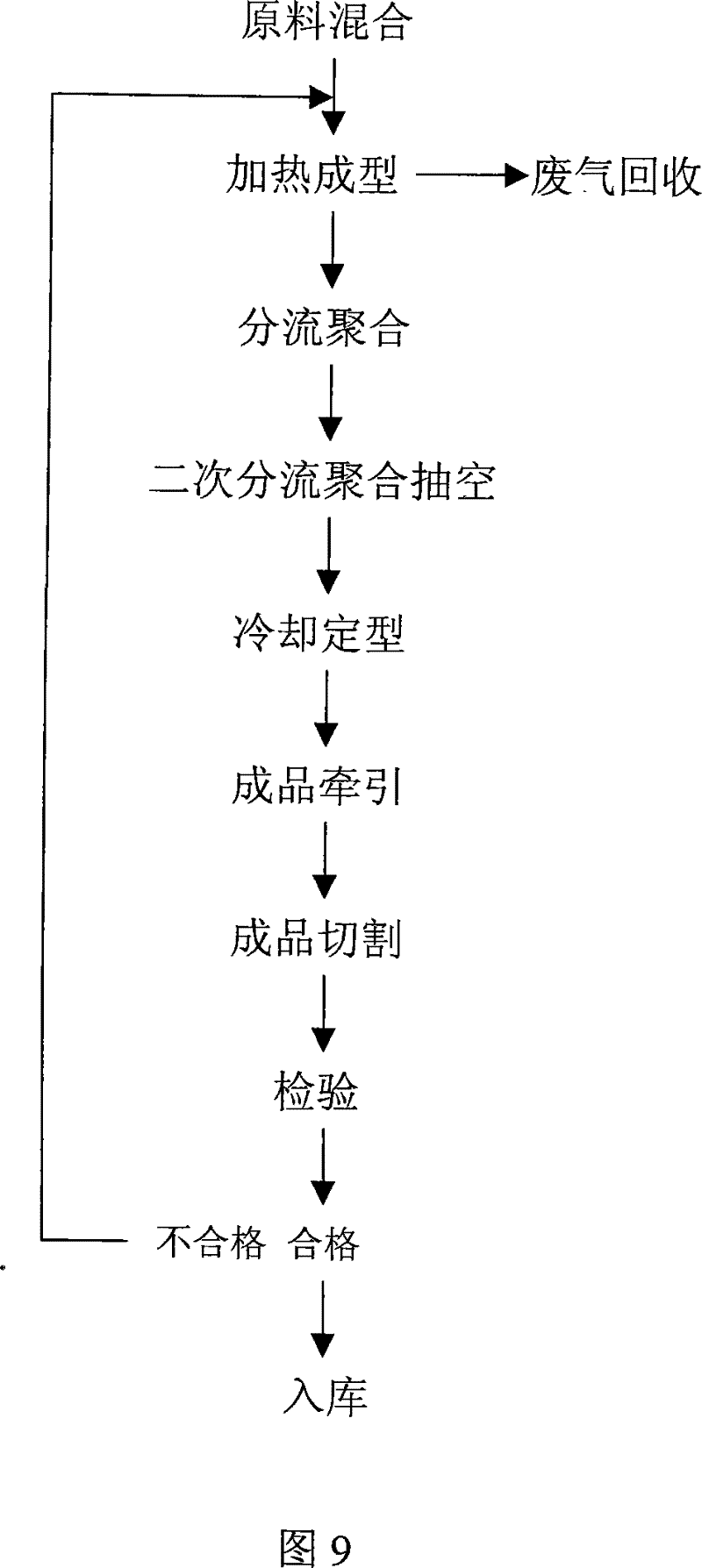
[0035] The molding process of the hollow sound-absorbing pipe provided by the present invention comprises the following steps:
[0036] 1. Mixing of raw materials: fully mix the required raw materials according to the existing formula;
[0037] 2. Heat forming:
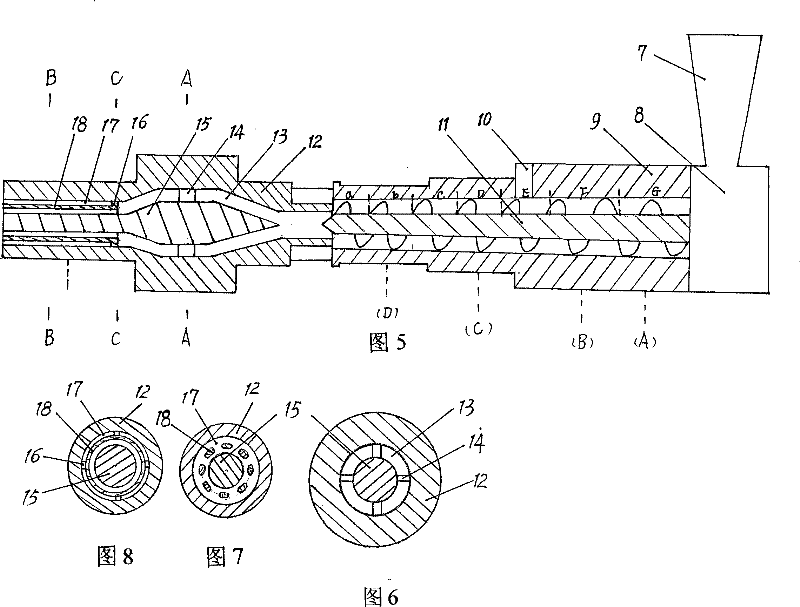
[0038] A. After feeding the mixed material into the conical twin-screw shown in Figure 5, under the condition that the screw rotation speed is 20 rpm, it is passed through in turn: the first zone (A) 185 ° C, the second zone (B) 175 ℃, zone 3 (C) 170°C, zone 4 (D) 160°C, heating and extruding for 10 minutes, then stop heating in zone 3 and zone 4, and maintain plasticization by the heat generated by the shear stress of the conical twin-screw 11 temperature, to reduce power consumption, while heating the exhaust gas produced during the extrusion process, through the exhaust through hole 10 on the conical twin-screw and the connecting pipe, it is sent to the exhaust gas recovery device for processing and recovery, and ...
Embodiment 2
[0045] The molding process of the hollow sound-absorbing pipeline provided by the present invention, its thermoforming is:
[0046]A. After feeding the mixed material into the conical twin-screw shown in Figure 5, under the condition that the screw rotation speed is 40 rpm, it passes through in turn: the first zone (A) 195 ° C, the second zone (B) 185 ℃, zone 3 (C) 180°C, zone 4 (D) 170°C, heating and extruding for 5 minutes, then stop heating in zone 3 and zone 4, and maintain plasticization by the heat generated by the shear stress of the conical twin-screw 11 temperature, to reduce power consumption, while heating the exhaust gas produced during the extrusion process, through the exhaust through hole 10 on the conical twin-screw and the connecting pipe, it is sent to the exhaust gas recovery device for processing and recovery, and then emptied;
[0047] B. The raw material heated and plasticized by the conical twin-screw directly enters the forming mold, firstly conducts a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More