

Method for distributing and controlling tension leveler torque in bloom continuous casting dynamic soft reduction process
A control method and soft reduction technology, which is applied in the continuous casting process and the torque distribution control field of the drawing and straightening machine in the bloom continuous casting soft reduction process, which can solve the problems of uneven torque distribution equipment, large fluctuation range, and damage to the slab. and other issues, to achieve the effect of improving the maintenance cycle and service life, ensuring the implementation effect, and avoiding the bulging of the billet
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
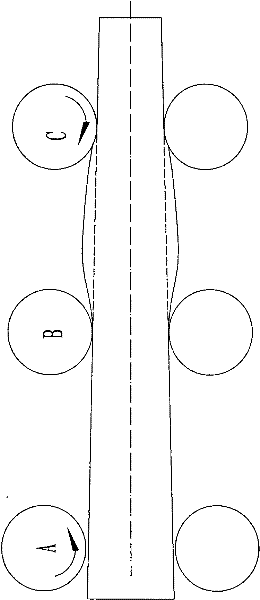
[0030] (1) Casting machine equipment parameters: full arc bloom continuous casting machine, radius 12m, straightening section and horizontal section casting roller diameter of 450mm, casting machine metallurgical length 33.149m (liquid level to flame cutting machine origin) . The distribution of tension leveling rolls is shown in Table 1.
[0031] Table 1 The position of each roller of the tension leveling machine
[0032]
[0033] (2) The billet size is 280mm×325mm, the steel type is GCr15, and the total reduction is 10mm. The steel composition, casting temperature and casting speed are shown in Table 2.
[0034] Table 2 Steel composition, casting temperature and casting speed
[0035]
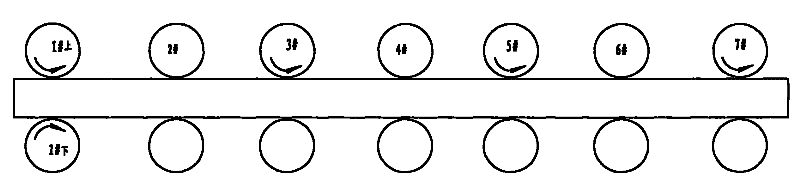
[0036] (3) When the pulling speed is 0.72m / min, the softly pressed rollers are 2#, 3#, 4#, 5#, and the torque distribution coefficient of each driving roller is shown in Table 3.
[0037] Table 3 Moment distribution coefficient
[0038]
[0039] (4) When casting bea...
Embodiment 2
[0041] (1) Each parameter of casting machine equipment is as embodiment 1
[0042] (2) The billet size is 280mm×325mm, the steel type is SWRH82B, the total reduction is 10.59mm, the roll numbers for light reduction are 2#, 3#, 4#, 5#, the composition of the steel type, and the casting temperature and pulling speed are shown in Table 4.
[0043] Table 4 steel composition, casting temperature and casting speed
[0044]
[0045] (3) When the pulling speed is 0.80m / min, the softly pressed rollers are 2#, 3#, 4#, 5#, and the torque distribution coefficient of each driving roller is shown in Table 5.
[0046] Table 5 Moment distribution coefficient
[0047] Straightening roller
[0048] (4) When casting SWRH82B, when the pulling speed is 0.80m / min, the torque quickly enters the dynamic distribution after the torque control is put into use, the torque of each driving roller is basically the same as the set torque, and the pulling speed of the detection roller is stable a...
Embodiment 3
[0050] (1) Each parameter of casting machine equipment is as embodiment 1
[0051] (2) The billet size is 280mm×325mm, the steel type is GCr15, and the total reduction is 8mm. The steel composition, casting temperature and casting speed are shown in Table 2.
[0052] Table 2 Steel composition, casting temperature and casting speed
[0053]
[0054] (3) When the pulling speed is 0.65m / min, the softly pressed rollers are 2#, 3#, 4#, and 5#, and the torque distribution coefficients of each driving roller are shown in Table 3.
[0055] Table 3 Moment distribution coefficient
[0056] Straightening roller
[0057] Pull speed adjustment
[0058] (4) When casting bearing steel, when the pulling speed is 0.65m / min, the torque quickly enters the dynamic distribution after the torque control is put into use, the torque of each driving roller is basically the same as the set torque, and the pulling speed of the detection roller is stable at 0.65 Within the range ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More