

Method for simulation of welding distortion
An analysis method and welding deformation technology, applied in welding equipment, instruments, electrical and digital data processing, etc., can solve problems such as application limitations and inability to use two-dimensional models, and achieve the effect of shortening calculation time and improving calculation accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0072] Next, as Example 1, a case where the analysis method of this embodiment is applied to a specific welded structure with a fixed shape will be described.
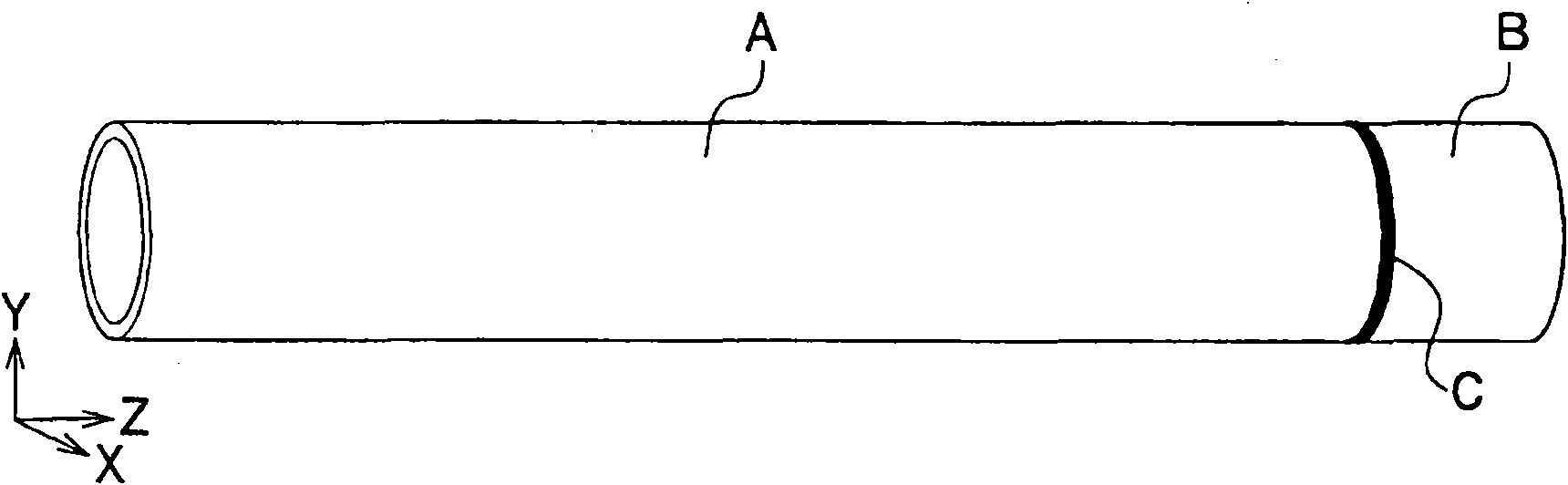
[0073] image 3 It is a diagram showing the structure of the welded structure to be analyzed. The welded construction is a tubular construction. Consists of ring welding C of material A to be welded and material B to be welded. The structure after welding has a length of about 5m, a diameter of about 200mm, and a thickness of 7mm to 13mm.
[0074] by putting image 3 The shown welded structure is modeled by finite element, a three-dimensional model is generated, and an overall model is constructed by performing a mesh generation step (one of the processes performed by the model generation and processing unit 142 ).
[0075] Figure 4 yes means image 3 An illustration of the overall model of the welded structure. The overall model is composed of a partial model 4 (represented by mesh) and the remaining part 5 of...
Embodiment 2
[0111] Next, as Example 2, another case where the analysis method of the present embodiment is applied to a welded structure with a specific shape will be described. The second embodiment is an example of the case where the setting of the constraint condition of the boundary portion in the first embodiment is changed.
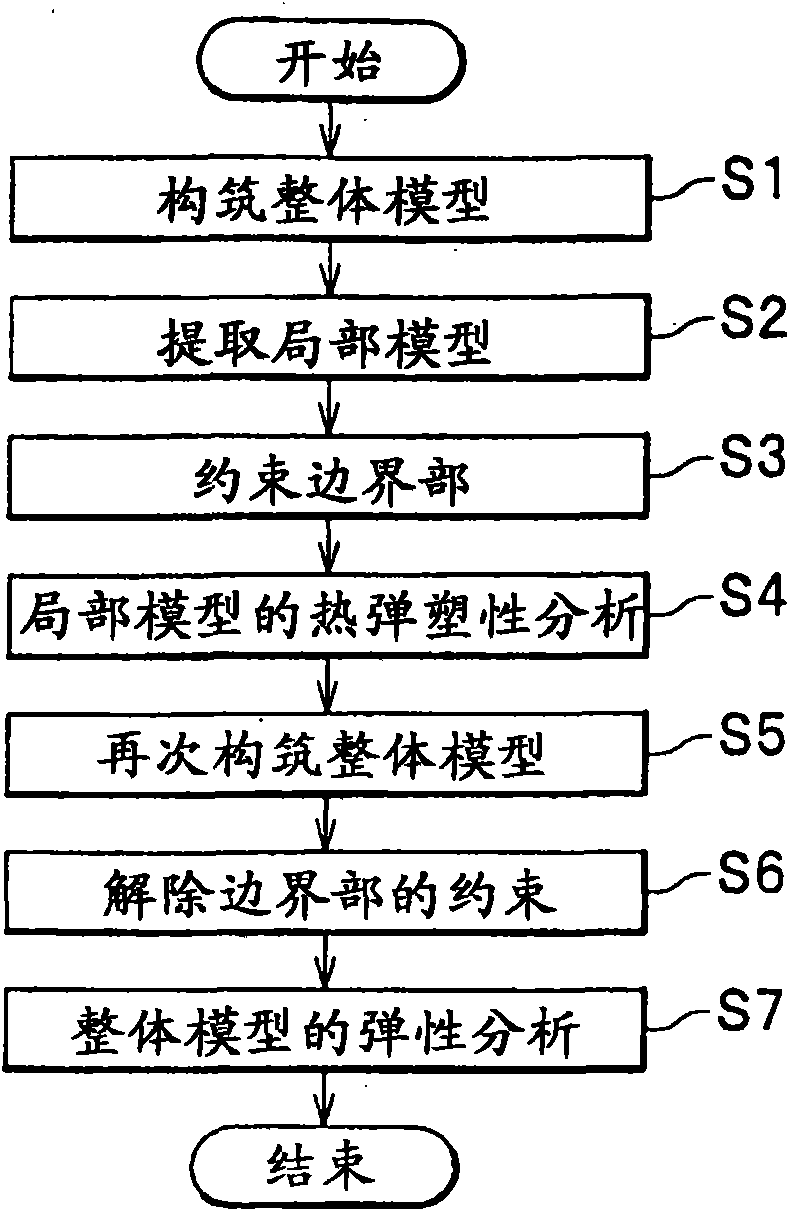
[0112] The analysis object of this embodiment is identical with the object used in embodiment 1, is image 3 Tubular welded construction shown. In addition, the analysis method is the same as that of the first embodiment except for the processing related to the setting of the constraint condition of the boundary portion. That is, the analysis method of Example 2 includes: firstly, the structure as the analysis object is made into an overall model through the process of generating a mesh; A process of extracting from the overall model of the welded structure necessary for the analysis; a process of performing a thermoelastoplastic analysis on the local model w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More