

On-line adjustment method of taper change when continuous casting mold width reduction process is hindered
A continuous casting mold and width reduction technology, which is applied in the field of continuous casting mold online taper change, can solve problems such as unfavorable use of equipment and influence on safe production, and achieve the effects of convenient operation, reduction of production cost, and improvement of production quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
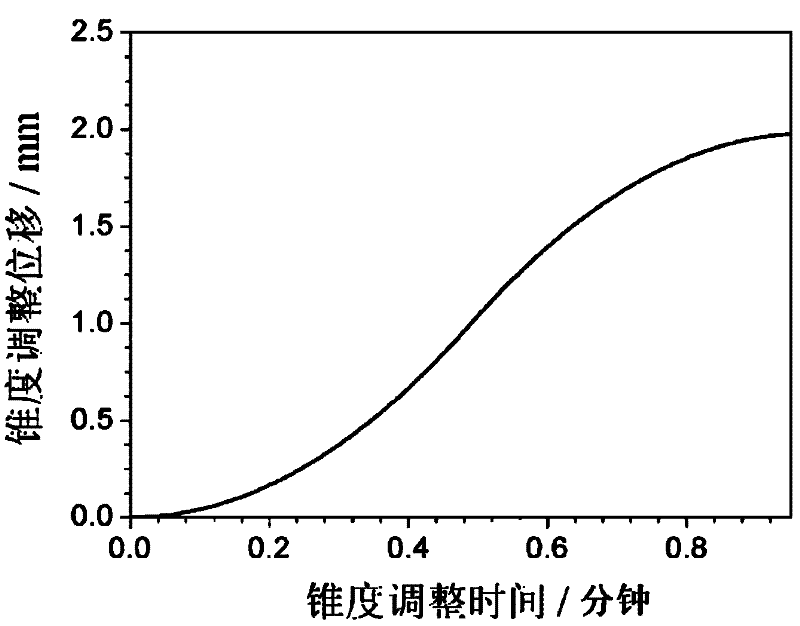
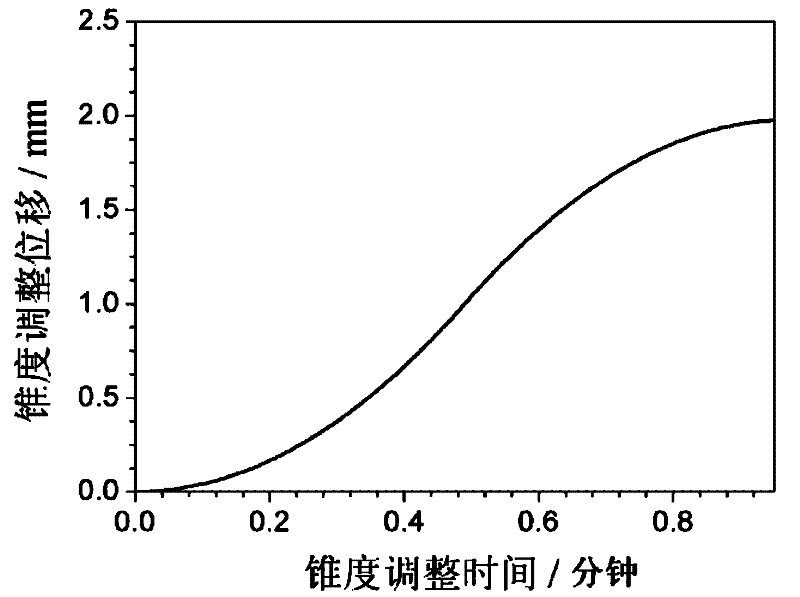
[0049] The taper on one side of the mold is 6 mm, the taper variable in the width adjustment process is 6 mm, the casting speed is 1.0 m / min, the mold height is 900 mm, and the meniscus height is 800 mm. When the width adjustment process is caused by taper adjustment The upper cylinder is faulty, and the taper has been adjusted by 2 mm at this time, and the corresponding relationship between acceleration and taper change time during the taper change process is obtained.
[0050] From the above analysis, it can be seen that the fault in the width adjustment process occurs in the taper adjustment process. The relevant parameters in the process of width adjustment can be set as:
[0051] tanα=6 / 900, tanθ=(6-6) / 900, V c =1000 mm / min, l =800 mm, ΔL / = 2 mm
[0052] therefore:
[0053] 1. Taper change acceleration:
[0054] (1)
[0055] 2. Taper change process time:
[0056] (2)
[0057] In the process of changing the taper i...
Embodiment 2
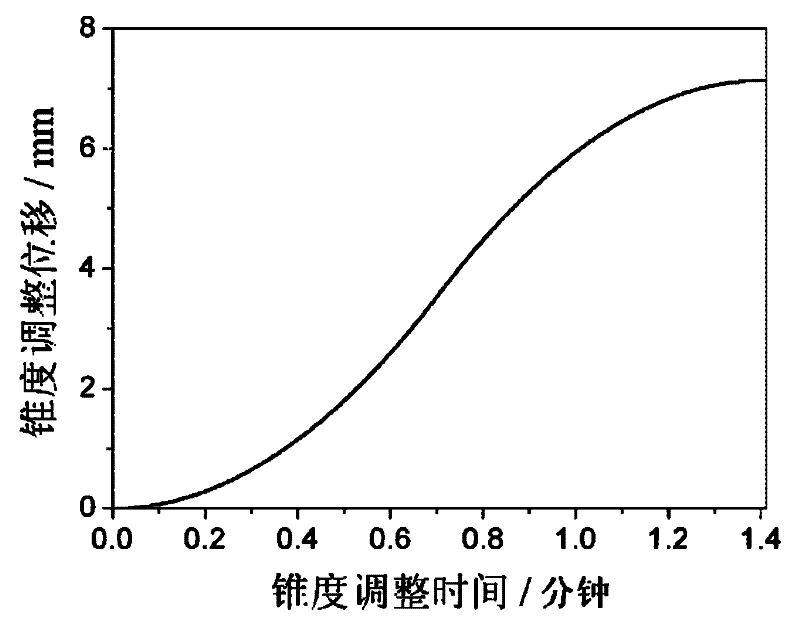
[0061] The taper on one side of the mold is 9 mm, the taper change during the width adjustment process is 7.2 mm, the casting speed is 1.2 m / min, the mold height is 900 mm, and the meniscus height is 800 mm. The failure of the upper cylinder is caused, and the corresponding relationship between acceleration and taper change time during the taper change process is obtained.
[0062] From the above analysis, it can be seen that the fault in the width adjustment process occurs in the width adjustment translation process. The relevant parameters in the process of width adjustment can be set as:
[0063] tanα=9 / 900, tanθ=(9-7.2) / 900, V c =1200 mm / min, l =800 mm, ΔL / = 7.2mm
[0064] therefore:
[0065] 1. Taper change acceleration:
[0066] (3)
[0067] 2. Taper change process time:
[0068] (4)
[0069] In the process of changing the taper in Example 2, the time displacement relationship corresponding to the upper mouth ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More