Method of safe transfer of filter segments in process of producing multi-segment filters
A filter and transmission component technology, applied in the field of safe transmission, can solve the problems of transmission component collision, damaged component production, segment error placement, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
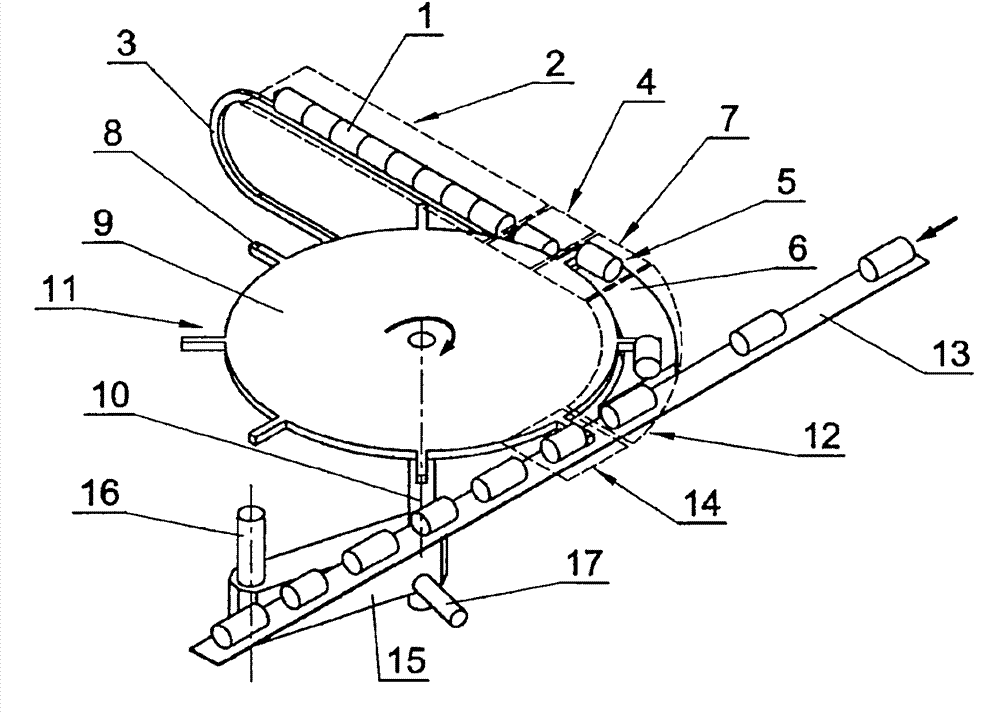
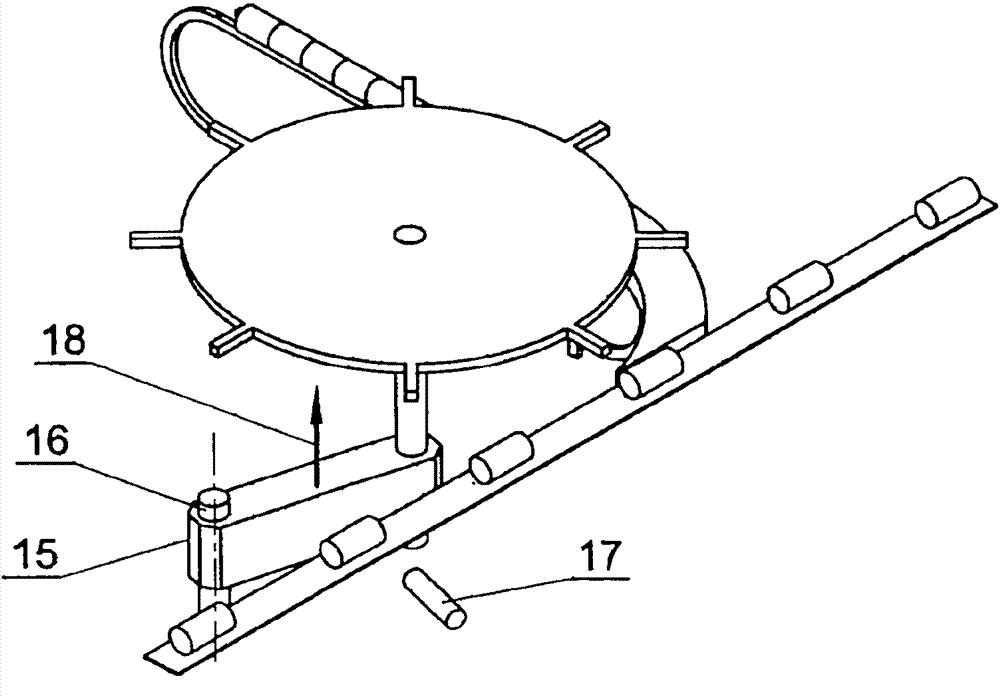
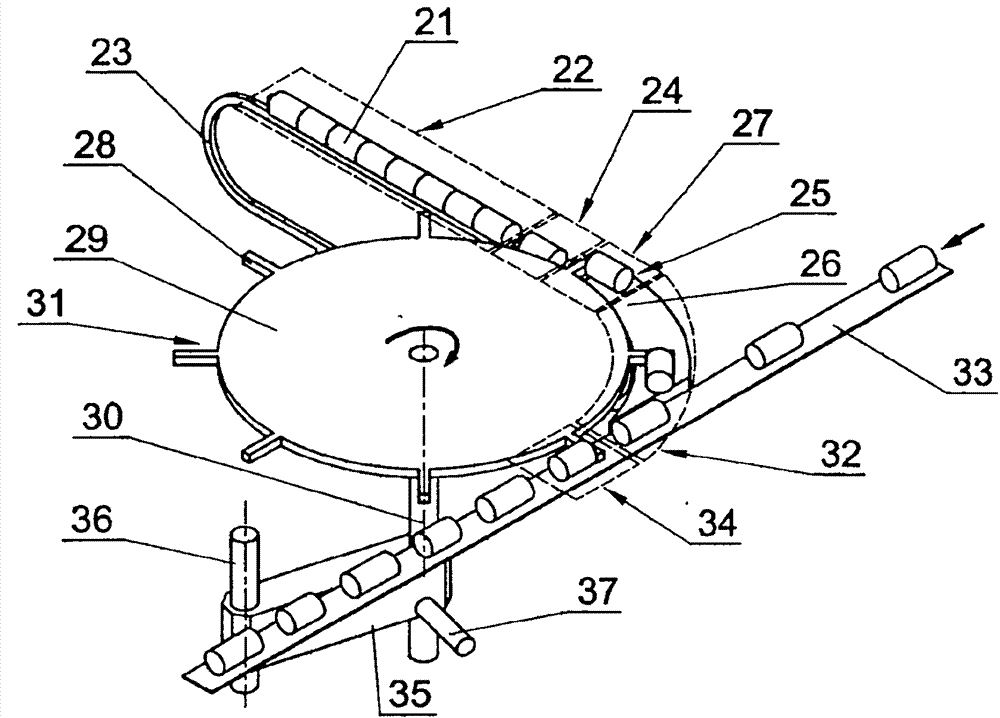
[0005] Example I. figure 1 The situation shown, in which suitable segments 1 are to be made is conveyed in finished strings through zones 2 to 4 comprising a conveyor 3 where the segments are separated by a separating assembly 5 which is a fixed ramp 6, and is conveyed in zone 7 between drives 8 of rotating discs 9 mounted perpendicular to the horizontal axis 10, which constitute a conveying assembly 11. Said separated segment 1 intercepted by the drive 8 in zone 7 is conveyed individually to zone 12 and placed on the horizontal trajectory of the gang belt 13 in zone 14, by which it is conveyed to the next module to produce the desired segment 1 . The shaft 10 of said disc 9 is mounted in a horizontally extending arm 15 slidably mounted on a guide 16 parallel to the shaft 10 , which incorporates a sensor 17 mounted near the shaft 10 . The sensor 17 detects that the position of the disc 9 together with the shaft 10 changes, or the resistance of the movement of the machine inc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



