

A backup roll of a four-high rolling mill for wide and thick plates
A four-high rolling mill and backup roll technology, applied in metal rolling, metal rolling, metal processing equipment, etc., can solve the problems of uneven contact stress distribution, short service life of backup rolls, etc., and achieve uniform contact stress distribution between rolls. , prolong the service life and ensure the effect of production quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
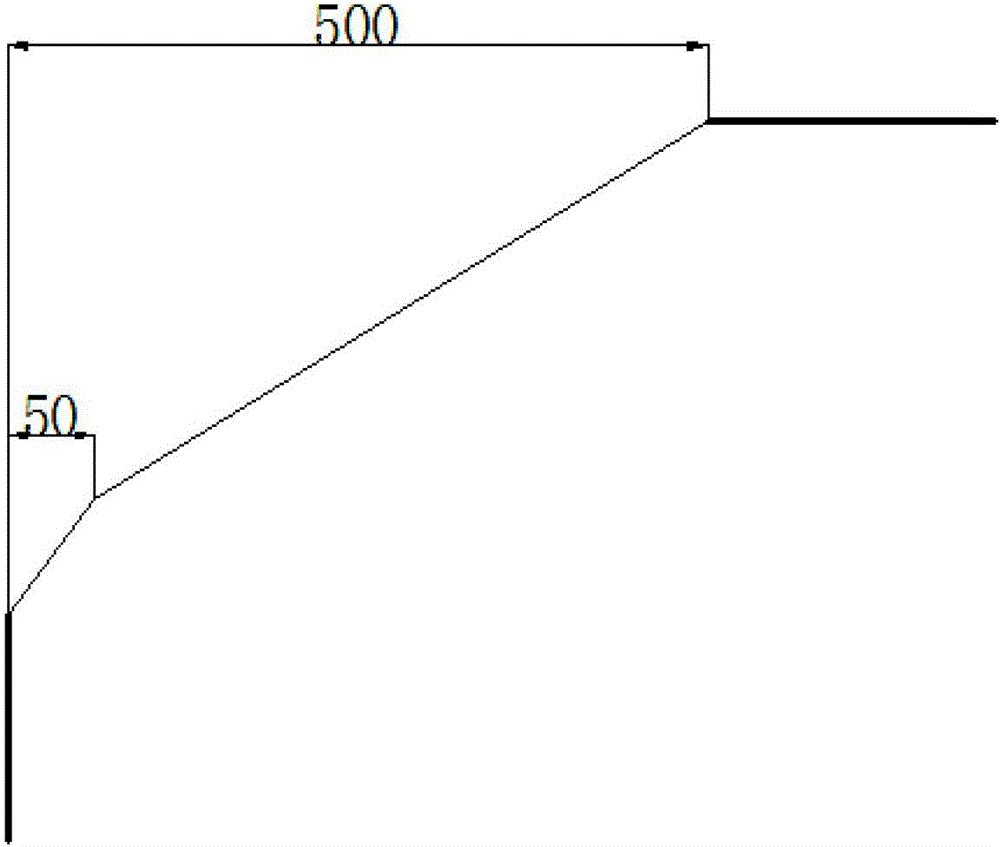
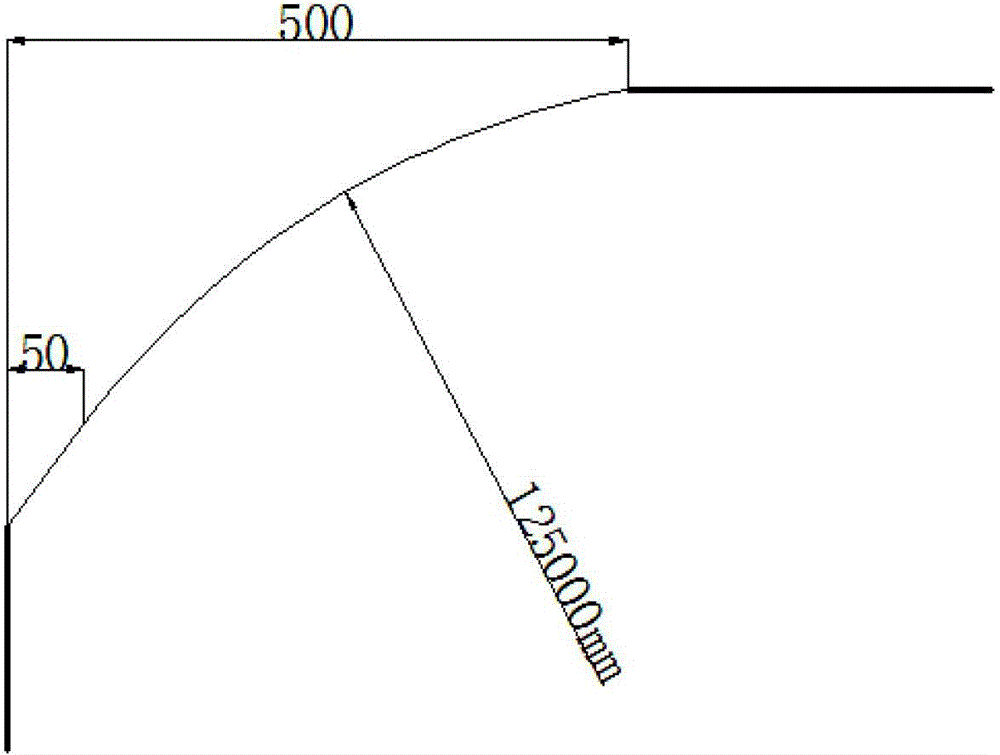
[0058] In this embodiment, the back-up roll is a four-roll mill back-up roll with a diameter of 2100mm and a roll body length of 4300mm, such as Figure 4 , L2 is 50mm, and H2 is 0.7mm.
[0059] The value of L1 is:
[0060] L1=1000j+300k, j and k are roll shape design parameters related to rolling conditions. In this embodiment, the value of j is 0.845, and the value of k is 0.35, so L1 is taken as 950 mm.
[0061] The cubic curve segment 2 between L1 is given by the equation y=ax 3 +bx 2 +cx+d is determined, and its curve form is as follows Figure 7 shown. The values of each coefficient in the equation are as follows:
[0062] a=0.0000000008;
[0063] b=-0.0000025;
[0064] c=0.0023;
[0065] d=-0.0002.
[0066] The cubic curve 2 of the L1 section is tangent to the roll shape of the flat roll end 1 in the middle of the backup roll and is smoothly connected.
Embodiment 2
[0068] In this embodiment, the back-up roll is a four-roll mill back-up roll with a diameter of 2200mm and a roll body length of 4500mm, such as Figure 4 , L2 is 50mm, and H2 is 0.7mm.
[0069] The value of L1 is:
[0070] L1=1000j+300k, j and k are roll shape design parameters related to rolling conditions. In this embodiment, the value of j is 1, and the value of k is 0.3, so L1 is taken as 1090 mm.
[0071] The cubic curve segment 2 between L1 is given by the equation y=ax 3 +bx 2 +cx+d is determined, and its curve form is as follows Figure 7 shown. The values of each coefficient in the equation are as follows:
[0072] a=0.0000000005;
[0073] b=-0.000002;
[0074] c=0.0018;
[0075] d=-0.0015.
[0076] The cubic curve 2 of the L1 section is tangent to the roll shape of the flat roll end 1 in the middle of the backup roll and is smoothly connected.
Embodiment 3
[0078] In this embodiment, the back-up roll is a four-high rolling mill back-up roll with a diameter of 2000mm and a roll body length of 4000mm, such as Figure 4 , L2 is 50mm, and H2 is 0.7mm.
[0079] The value of L1 is:
[0080] L1=1000j+300k, j and k are roll shape design parameters related to rolling conditions. In this embodiment, the value of j is 0.8, and the value of k is 0.4, so L1 is 920 mm.
[0081] The cubic curve segment 2 between L1 is given by the equation y=ax 3 +bx 2 +cx+d is determined, and its curve form is as follows Figure 7 shown. The values of each coefficient in the equation are as follows:
[0082] a=0.000000002;
[0083] b=-0.000004;
[0084] c=0.0029;
[0085] d=0.0075.
[0086] The cubic curve 2 of the L1 section is tangent to the roll shape of the flat roll end 1 in the middle of the backup roll and is smoothly connected.
[0087] There are two forms of the backup rolls of the 4300mm wide and thick plate rolling mill in a domestic me...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More