

Stirring friction repair welding process and stirring friction welding method adopting same
A technology of friction stir and welding methods, which is applied in welding equipment, welding/welding/cutting items, applications, etc., and can solve the problems of reduced structural strength of metal shells, many processes, and long time consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
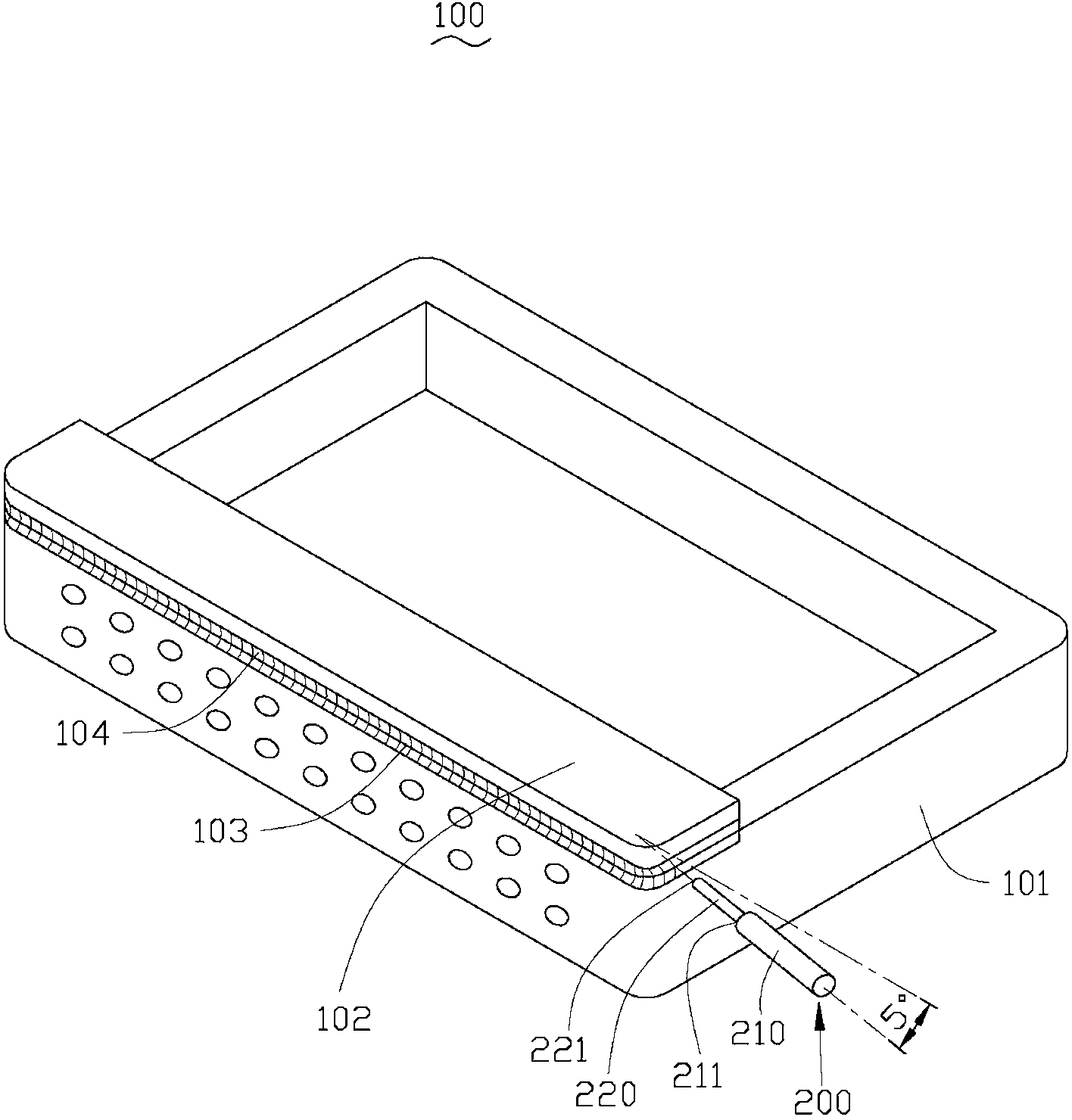
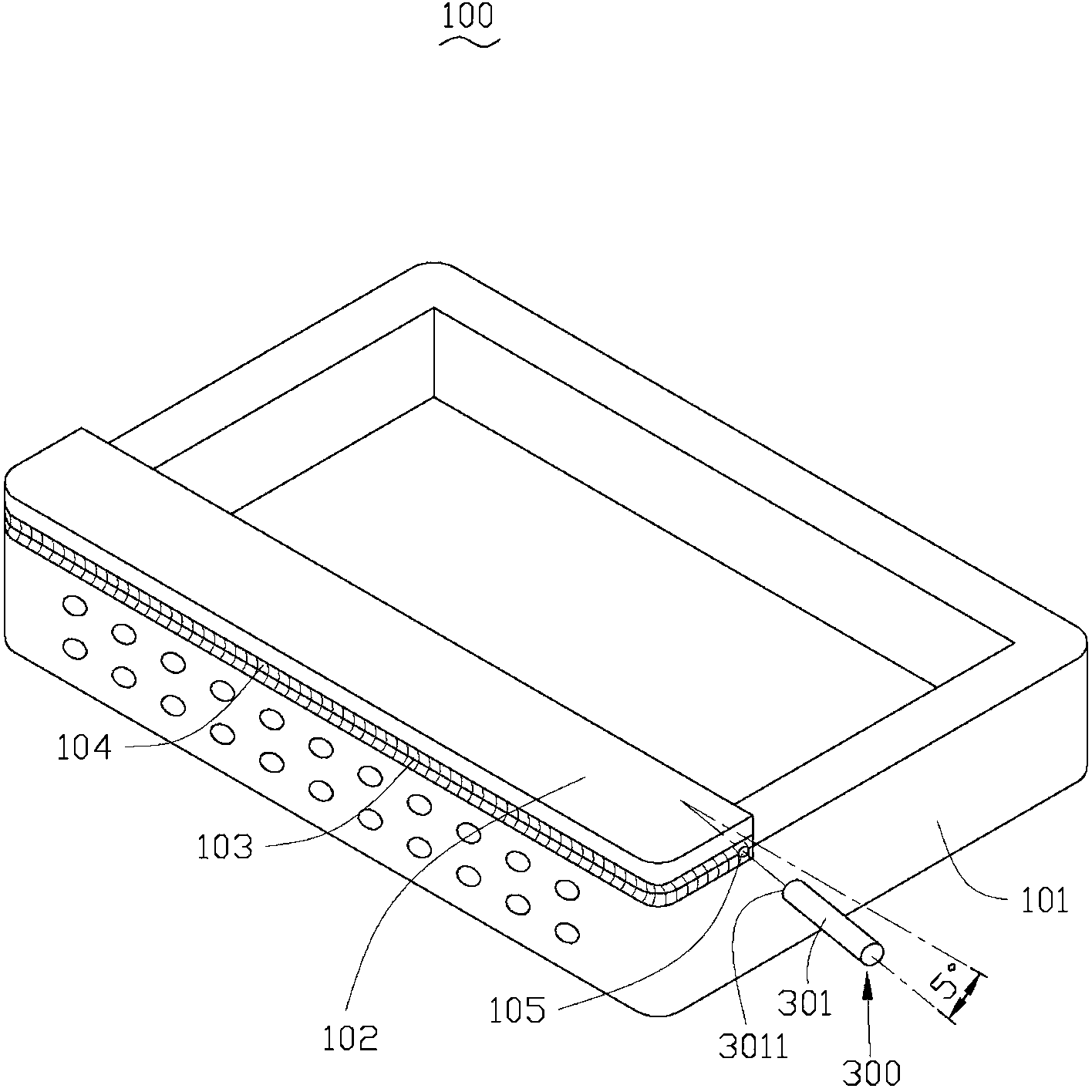
[0018] see figure 1 , the friction stir welding method of the present invention is used to weld two metal elements to join them. In this embodiment, the two metal components are a body 101 and a cover 102 respectively, and the body 101 and the cover 102 are joined by friction stir welding to form a metal shell 100 .
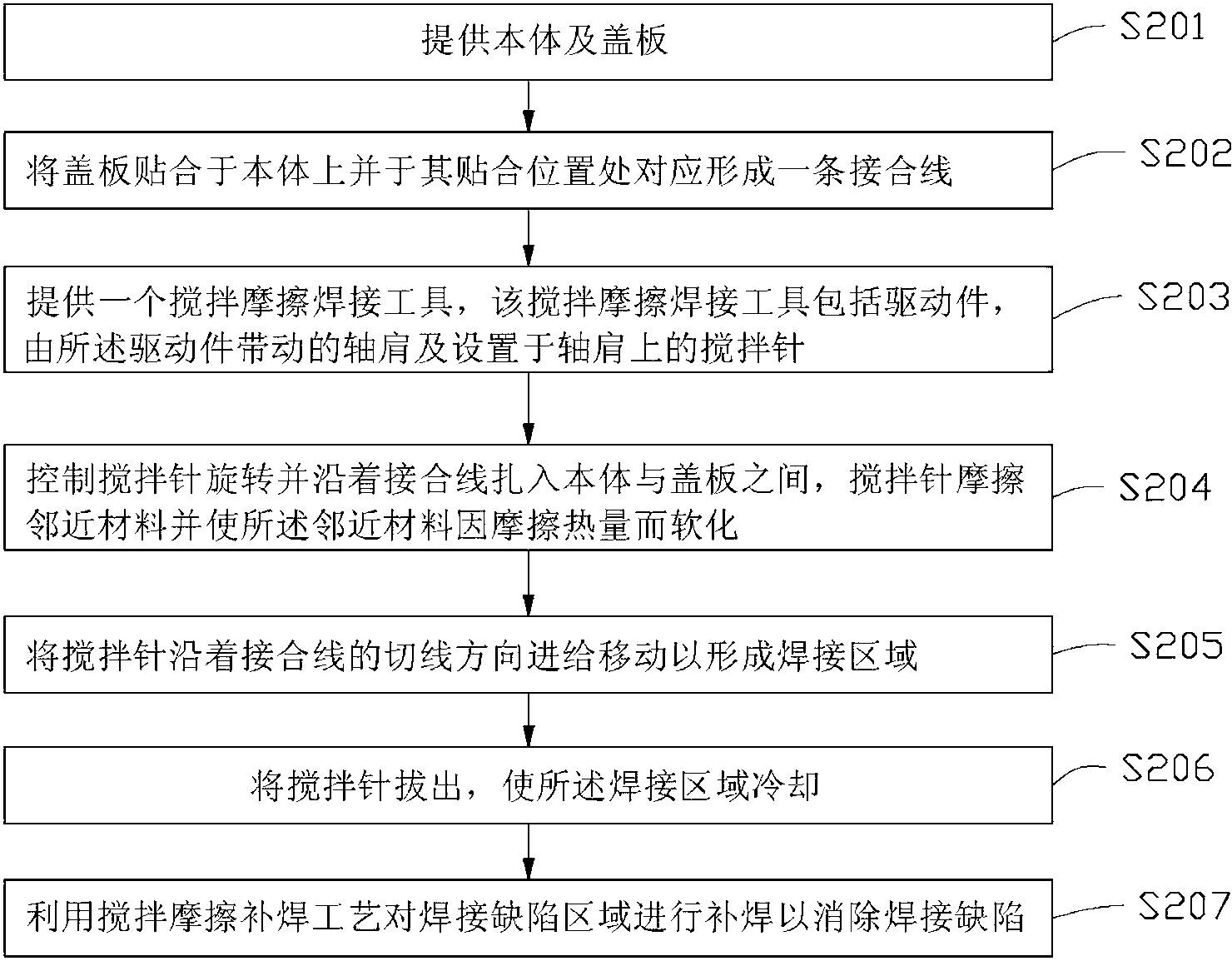
[0019] Please also refer to figure 2 , the friction stir welding method of this embodiment will be described in detail below by taking welding the metal shell 100 as an example.
[0020] In step S201 , the body 101 and the cover 102 are provided. In this embodiment, the body 101 and the cover 102 are made of aluminum alloy.
[0021] In step S202 , attach the cover plate 102 to the body 101 and form a bonding line 103 correspondingly at the attaching position. In this embodiment, the bonding wire 103 is located on the sides of the main body 101 and the cover 102 . A to-be-welded area 104 extending along the joint line 103 is defined at the junction of the co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More