Self-lubricating mower blade and method for manufacturing same
A manufacturing method and cutting tool technology, applied in the field of mechanical parts manufacturing, can solve problems such as unsatisfactory lubrication
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
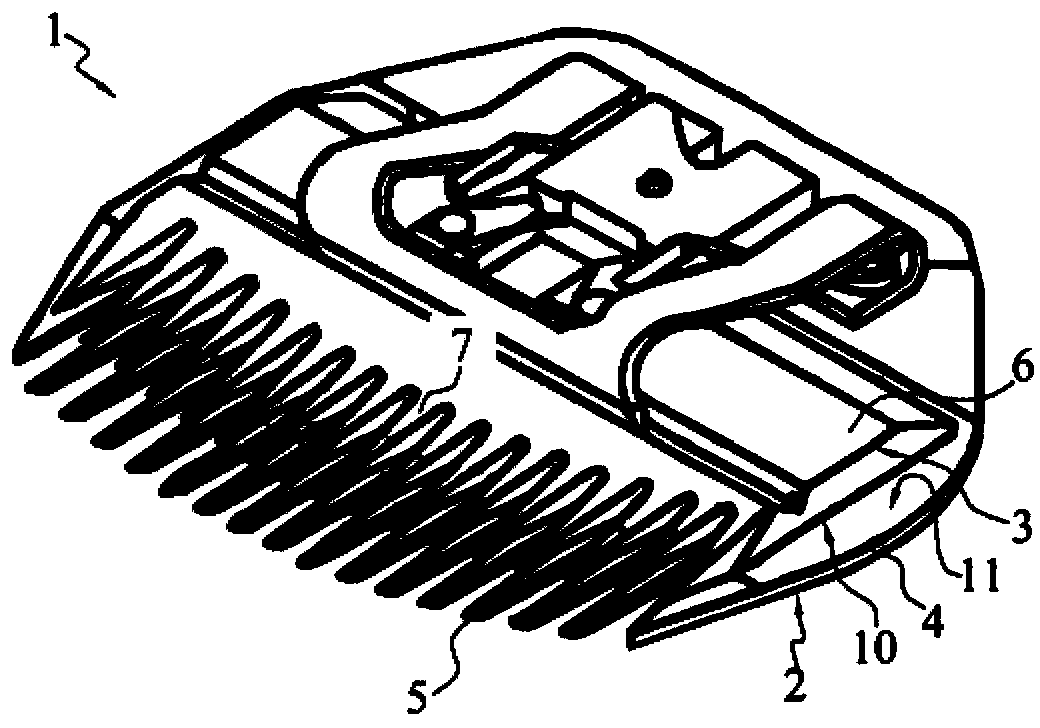
[0102] Such as figure 1 As shown, a cutting module 1 for a hair or hair electric clipper generally includes two knives 2 and 3, which are controlled by an unillustrated and skilled person in an alternating translational movement relative to each other. Well-known mechanism drives. Often the lower cutter 2 is fixed relative to the base of the clipper, while the upper cutter 3 is movable relative to the lower cutter 2 .
[0103] The stationary knife 2 comprises a main body 4 from which extends a set of teeth or blades 5 each having a generally triangular shape, such as figure 1 shown. Likewise, the movable knife 3 comprises a body 6 carrying a set of teeth 7 each also of generally triangular shape. Unlike the blades 5 of the stationary knife 2 , the teeth 7 of the movable knife 3 according to the example each have two sharp edges which form the sides of a corresponding triangle. Of course, the teeth 5 of the stationary knife 2 can also have sharp edges.
[0104] The tooth 7...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More