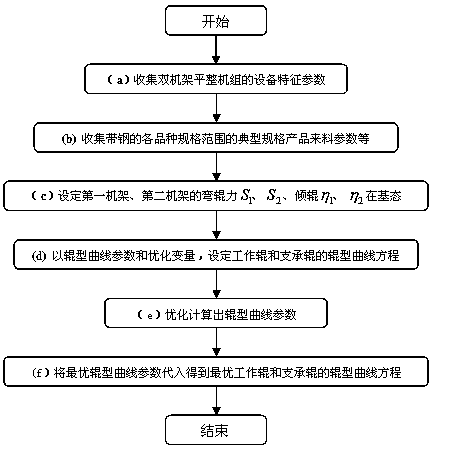
Roll profile curve design method for dual-frame four-roll leveling unit
A curved design, double-stand technology, applied in the direction of rolls, metal processing equipment, metal rolling, etc., can solve the problems of color difference, large roll consumption, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0099] Embodiment 1: see image 3 , 4 ,
[0100] First, in step 1, collect the equipment characteristic parameters of the double-frame skin pass unit, mainly including: the first frame, the second frame working roll and support roll diameter D 1w =D 2w =500mm, D 1b =D 2b =1100mm, length L of working roll and backup roll w1 = L w2 = L b1 = L b2 =1250mm, working roll bending cylinder distance l 1 =l 2 =2300mm, press the screw central moment L 1 = L 2 =2300mm, maximum positive bending force S + 1max =S + 2max =1134kN, maximum negative bending force S - 1max =S - 2max =-1134kN, the maximum amount of positive inclination roll , the maximum amount of negative tilt roll , the maximum rolling force , maximum rolling speed , Work roll surface actual hardness K w =1200, the actual hardness of the support roller surface K b =1200;
[0101] Subsequently, in step 2, collect the typical specification product parameters of each variety specification range of str...
Embodiment 2
[0133] Example 2 : see Figure 5 — Figure 8 .
[0134] First, in step 1, collect the equipment characteristic parameters of the double-frame skin pass unit, mainly including: the first frame, the second frame working roll and support roll diameter D 1w =D 2w =450mm, D 1b =D 2b =1100mm, length L of working roll and backup roll w1 = L w2 = L b1 = L b2 =1450mm, working roll bending cylinder distance l 1 =l 2 =2400mm, press the screw central moment L 1 = L 2 =2400mm, maximum positive bending force S + 1max =S + 2max =800kN, maximum negative bending force S - 1max =S - 2max =-800kN, the maximum amount of forward tilting roll , the maximum amount of negative tilt roll , the maximum rolling force , maximum rolling speed , Work roll surface actual hardness K w =1100, the actual hardness of the support roller surface K b =1200;
[0135] Subsequently, in step 2, collect the typical specification product parameters of each variety specification range of s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



