A short-process method for producing high-strength thin strip steel
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A high-strength, thin-strip steel technology, applied in workpiece surface treatment equipment, metal processing equipment, metal rolling, etc., can solve the problems of uneven cooling, limited cooling speed, affecting surface quality, etc., to improve cooling uniformity and Cooling speed, meet production needs, improve the effect of process space
Active Publication Date: 2016-01-27
BAOSHAN IRON & STEEL CO LTD
View PDF13 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
However, how to control the thickness of the scale during the conveying process from the rolling mill to the coil is seldom covered by relevant patents, especially in the process of cooling the strip by laminar flow cooling or spray cooling, the high temperature strip is in contact with the cooling water , the thickness of the scale on the surface of the cast strip increases rapidly; at the same time, the contact between the high-temperature strip steel and the cooling water will cause many problems: first, water spots (rust spots) will be formed on the surface of the cast strip, which will affect the surface quality; The cooling water used for laminar cooling or spray cooling is likely to cause uneven local cooling on the surface of the strip, resulting in uneven microstructure inside the strip, resulting in uneven performance of the strip and affecting product quality; third, strip steel Partial cooling on the surface is not uniform, which will cause the deterioration of the shape of the plate and affect the quality of the shape of the plate
In addition, laminar flow cooling or spray cooling is used, the cooling rate is limited, and it is difficult to produce high-strength steel with a yield strength of 550MPa or more
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0055] Such as figure 2 , Figure 4 Shown, the short flow process of the present invention produces a kind of atmospheric corrosion resistant steel strip, and it comprises the steps:
[0056] a) Smelting and casting
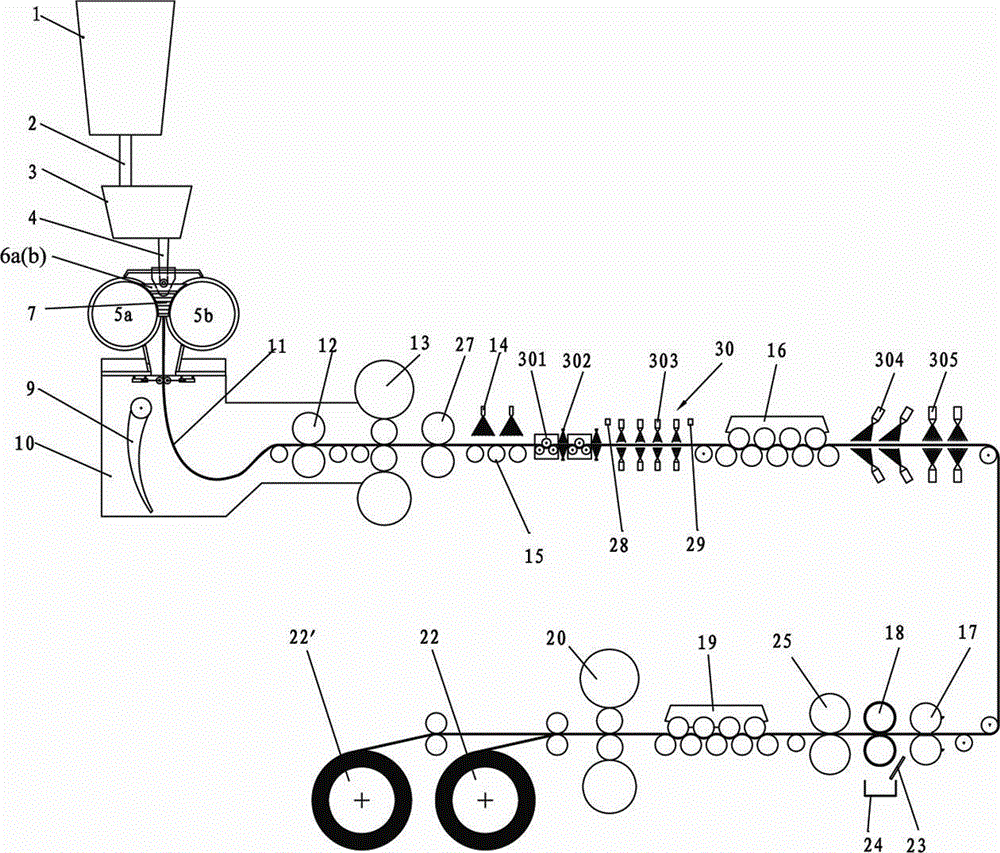
[0057] The mass percentage of chemical composition of steel strip is: C0.02~0.15%, Si0.20~0.6%, Mn0.2~1.5%, P0.02~0.3%, S≤0.006%, Cu0.3~0.80%, Nb0. 010-0.025%, Ti0.01-0.03%, Al0.01%-0.06%, Cr0.40-0.8%, Ni0.08-0.40%, Re0.02-0.25%; the rest are Fe and unavoidable impurities; Twin-roll thin strip continuous casting, the molten steel in the ladle 1 is poured directly through the nozzle 2, the tundish 3 and the flow distributor 4 on a casting roll 5a, 5b that can be cooled relatively and can be cooled rapidly, and a side sealing device 6a In the molten pool 7 surrounded by , 6b, molten steel solidifies on the circumferential surface of the casting roll rotation, and then forms a solidified shell and gradually grows, and then forms a 1.5mm thick casting belt 11 at ...
Embodiment 2
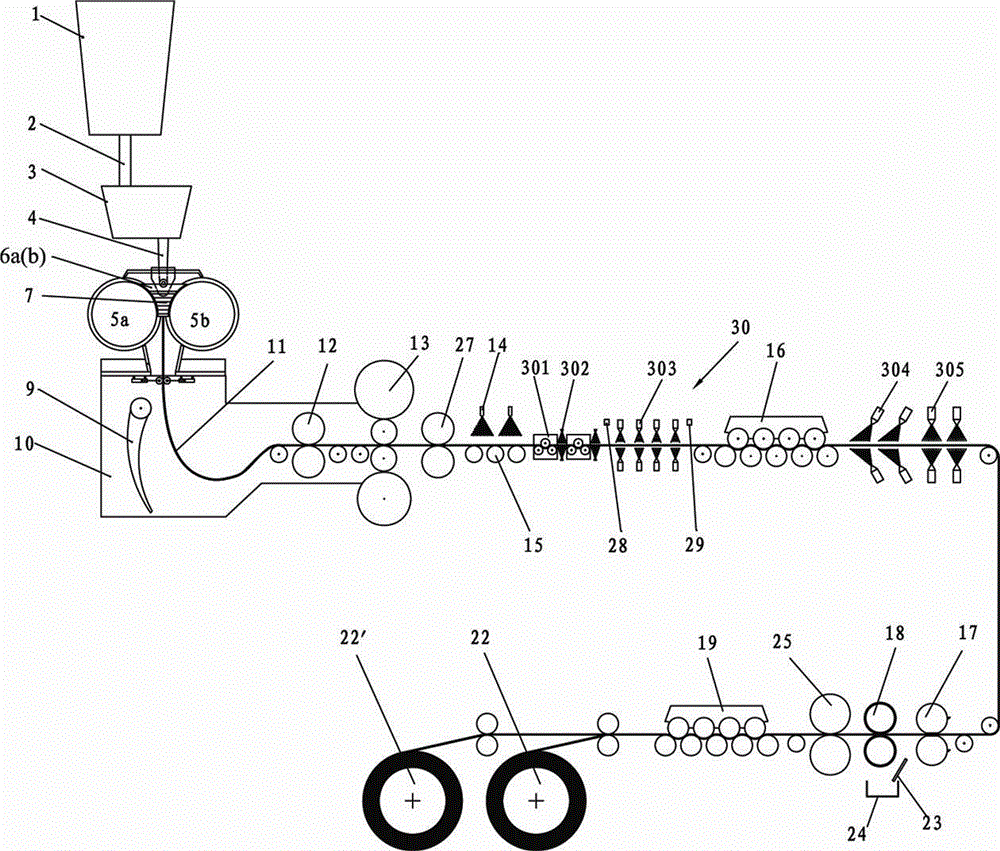
[0081] see image 3 , which shows another embodiment of the present invention, the steel type and most of the production process are the same as in embodiment 1, except that no smoothing treatment is carried out before entering the coiler, the thickness is 1.6mm, and the surface roughness Ra<2.5μm .
[0082] In summary, the present invention adopts the method of atomization cooling + rapid anti-oxidation cooling in the cooling stage of thin strip continuous casting strip steel by combining the acid-free dephosphorization process to improve cooling uniformity and cooling speed; the anti-oxidation cooling method can control The thickness of the oxide skin on the surface of the strip is beneficial to the subsequent rapid jet dephosphorization; in the jet fine dephosphorization process, the combination of fine dephosphorization particles and liquid medium is used to improve the surface quality of the strip, that is: the dephosphorization process and the enhanced cooling of the str...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
yield strength
aaaaa
aaaaa
tensile strength
aaaaa
aaaaa
thickness
aaaaa
aaaaa
Login to View More
Abstract
A method for producing high-strength thin strip steel in a short process comprises the first step of carrying out smelting and casting, wherein a twin roll strip casting technology is adopted, the second step of carrying out online hot rolling, the third step of carrying out cooling, wherein atomization cooling is adopted, the atomized cooled water mist is directly sprayed on the surface of the strip steel, the fourth step of carrying out scale breaking and blowing for sweeping, the fifth step of carrying out anti-oxidation intensive cooling and scale removing, wherein gas along with dry ice is directly sprayed on the surface of the strip steel for scale removing and intensive cooling, the sixth step of carrying out jet flow for scale removing, wherein solid-liquid mixed media are sprayed to the surface of the strip steel at a high speed, and the seventh step of carrying out straightening and reeling up. According to the method, the twin roll strip casting technology is utilized for producing the thin high-strength strip steel containing copper, hot rolling is performed on the casting belt, and then staged intensive cooling, oxide skin controlling and acid-free scale removing are combined and performed on the casting belt, so that the length of a production line is further shortened, and productivity is enhanced; meanwhile, the strength of the strip steel is increased through intensive cooling, the malleability of the strip steel is improved through grain refinement, and pollution to the environment is reduced by the adoption of the acid-free scale removing method.
Description
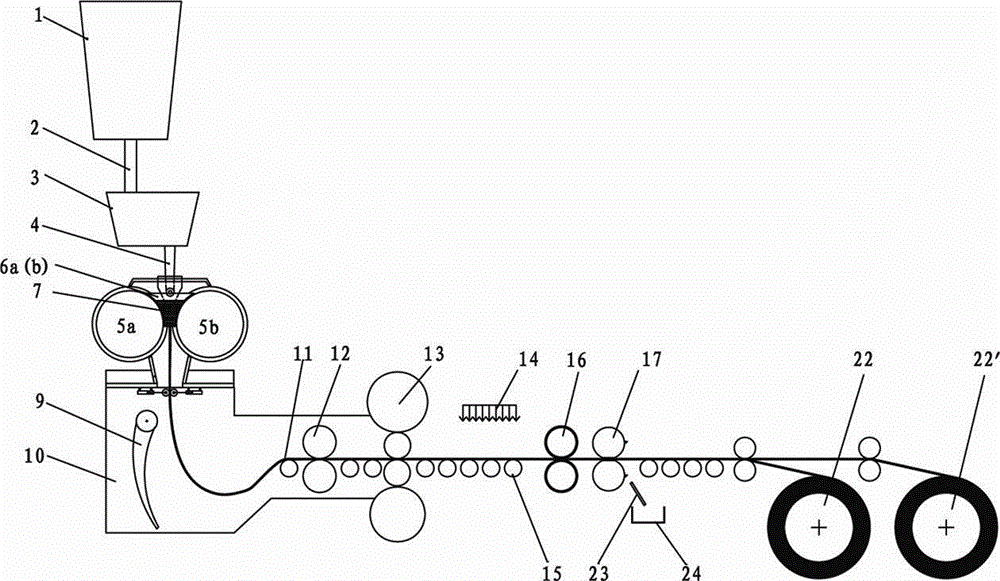
technical field [0001] The invention relates to a continuous casting process, in particular to a short-flow method for producing high-strength thin strip steel. Background technique [0002] Traditional thin strips are mostly produced by multi-pass continuous rolling of cast slabs with a thickness of 70-200mm, while cast strips produced by twin-roll thin strip continuous casting process are rolled into hot strips in one or two passes. The rolled strip can be put into the market after dephosphorization treatment. Compared with the traditional strip production process, the former has a shorter production line and requires less energy. It is a low-carbon and environmentally friendly hot-rolled thin strip production process. [0003] The typical process flow of twin-roll thin strip continuous casting is as follows: figure 1 As shown, the molten steel in the ladle 1 is poured directly through the nozzle 2, the tundish 3 and the flow distributor 4 in a room surrounded by two rel...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More