

Inoculation method of nodular cast iron
A ductile iron and flow inoculation technology is applied in the inoculation of ductile iron and the preparation of ductile iron alloys.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] 1. Inoculation in the molten iron ladle, the first inoculation in the molten iron ladle when it is released from the furnace is smelted in an intermediate frequency furnace at 1550°C, and the BaCaSi high-efficiency composite inoculant of the type J-3 is added at 0.45% of the total weight of the casting when it is released from the furnace, and placed in the molten iron ladle carry out the first pregnancy;
[0022] 2. Ladle inoculation, after step (1) the molten iron is allowed to stand to remove slag, then cool down to a pouring temperature of 1385°C, and add BaCaSi high-efficiency composite inoculant of model J-3 to 0.25% of the total weight of the casting during pouring. second pregnancy
[0023] 3. Flowing inoculation, when pouring, use 0.05% of the total weight of the casting to add SiZrSr special inoculant model P-1T for conventional instantaneous flow inoculation.
Embodiment 2
[0025] 1. Inoculation in the ladle, the first inoculation in the ladle when it is released from the furnace. The intermediate frequency furnace is smelted at 1550 ° C. When it is released from the furnace, 0.65% of the total weight of the casting is added to the BaCaSi high-efficiency composite inoculant of type J-3, and it is placed in the ladle. carry out the first pregnancy;
[0026] 2. Ladle inoculation, after step (1) the molten iron is allowed to stand still to remove slag, then cool down to a pouring temperature of 1390°C, and add BaCaSi high-efficiency composite inoculant of model J-3 to 0.35% of the total weight of the casting during pouring. second pregnancy
[0027] 3. Flowing inoculation, when pouring, use 0.1% of the total weight of the casting to add SiZrSr special inoculant model P-1T for conventional instantaneous flow inoculation.
Embodiment 3
[0029] 1. Inoculation in the molten iron ladle, the first inoculation in the molten iron ladle when it is released from the furnace is smelted in an intermediate frequency furnace at 1550°C, and the BaCaSi high-efficiency composite inoculant of the type J-3 is added at 0.55% of the total weight of the casting when it is released from the furnace, and it is placed in the molten iron ladle carry out the first pregnancy;
[0030] 2. Ladle inoculation, after step (1) the molten iron is allowed to stand to remove slag, then cool down to a pouring temperature of 1380°C, and add BaCaSi high-efficiency composite inoculant of type J-3 to 0.3% of the total weight of the casting during pouring. second pregnancy
[0031] 3. Flowing inoculation, when pouring, use 0.15% of the total weight of the casting to add SiZrSr special inoculant model P-1T for conventional instantaneous flow inoculation.
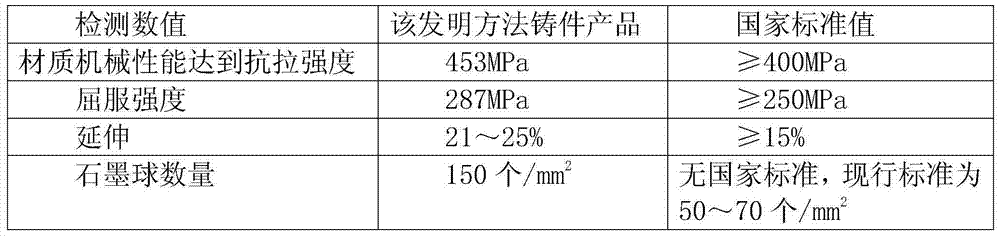
[0032] Tested by Shanghai Materials Research Institute as follows:
[0033]
[0034] It ca...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More