

Secondary-cooling water starting method for reducing head-slab scrap rate of extra-thick slab
A technology of extra-thick slab and secondary cooling water, which is applied in the field of secondary cooling water start-up, can solve the problems of high quality of extra-thick slab head billet, surface transverse crack defects, and waste of the head billet in steel mills, etc., so as to improve the straightening temperature and high temperature Thermoplasticity, reduced cooling strength, and reduced incidence
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
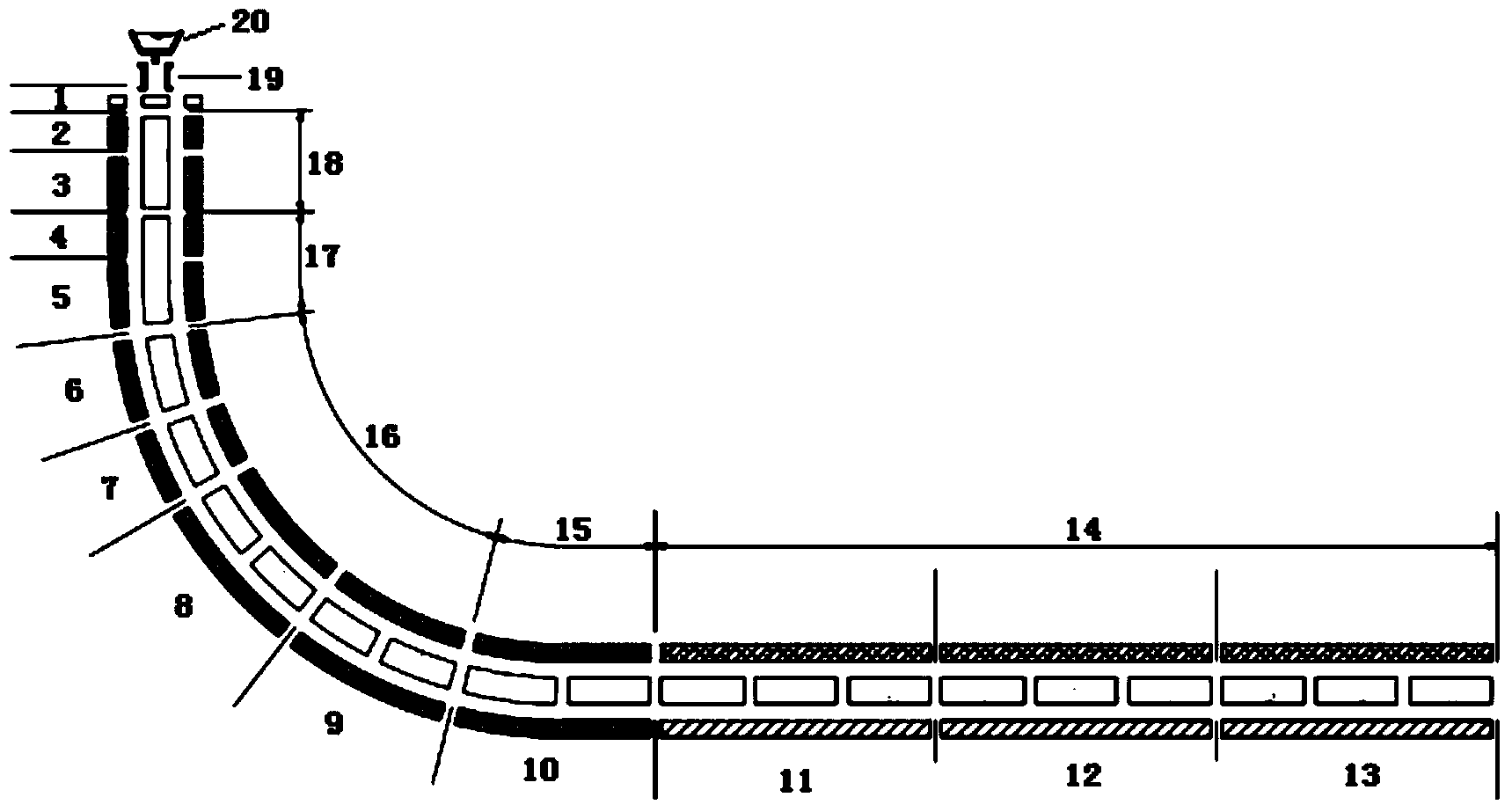
[0013] When casting a 400×1800mm billet, the casting speed is 0.4m / min, the billet head is 600mm, and the billet head is 2700mm. When the billet head enters the first and second cooling zones 1 to 5 and 5 of the secondary cooling zone, the traditional The starting method, that is, when the billet head enters the initial position of this area, the second cooling water in this area is turned on. After the billet head enters the sixth and second cooling area 6, when the billet head enters the initial position of this area, the water in this area does not Open immediately, but when the billet head travels a distance of 2.2m in this area, turn on the second cooling water in this area; the seventh and second cold areas 7 to 14 and 2 cold areas 14 are all opened in the same way as the sixth and second cold area 6 Two cold water. The starting position of the sixth and second cold zone 6 is 8m away from the upper mouth of the crystallizer.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More