

A Constant Pressure Difference Intermittent Rotating Extrusion Abrasive Flow Polishing Device
A polishing device and intermittent technology, applied in the field of constant pressure difference intermittent rotary extrusion abrasive flow polishing device, can solve the problems of excessive removal of materials, loose abrasive particles, over-polishing, etc., so as to improve the uniformity of polishing and processing Uniform surface and obvious effect of grinding and polishing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
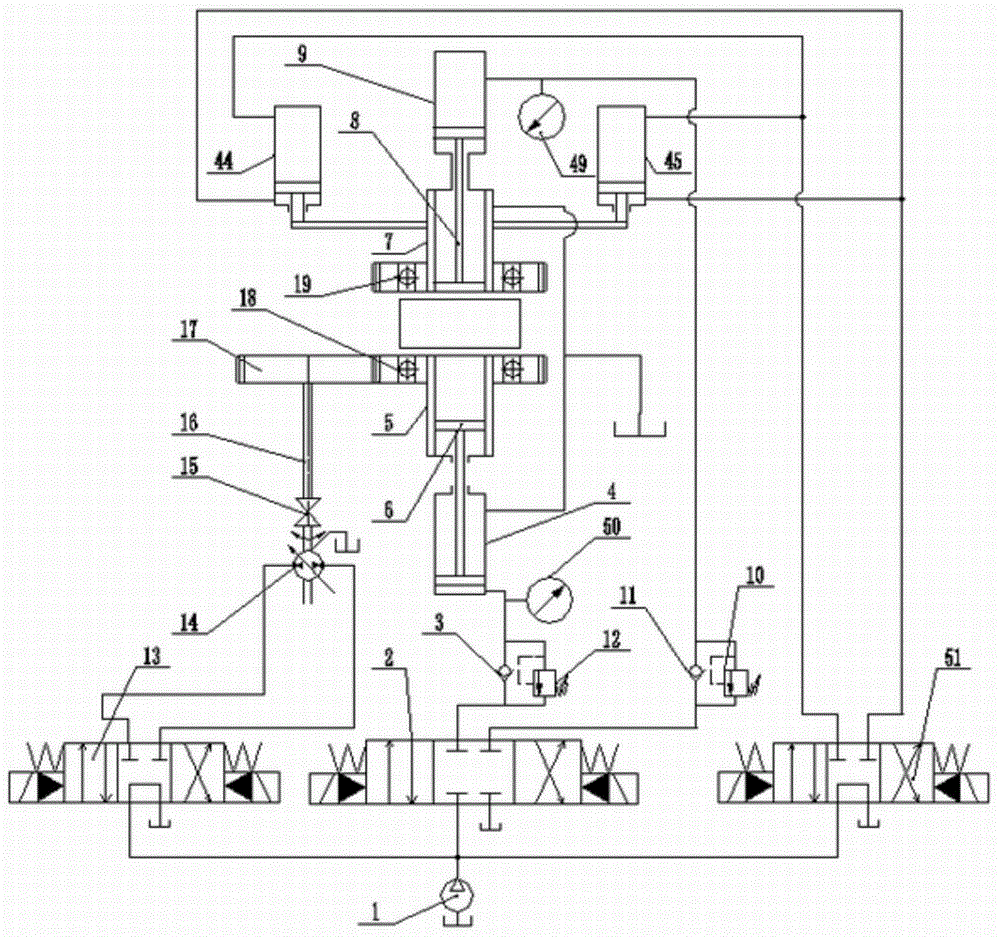
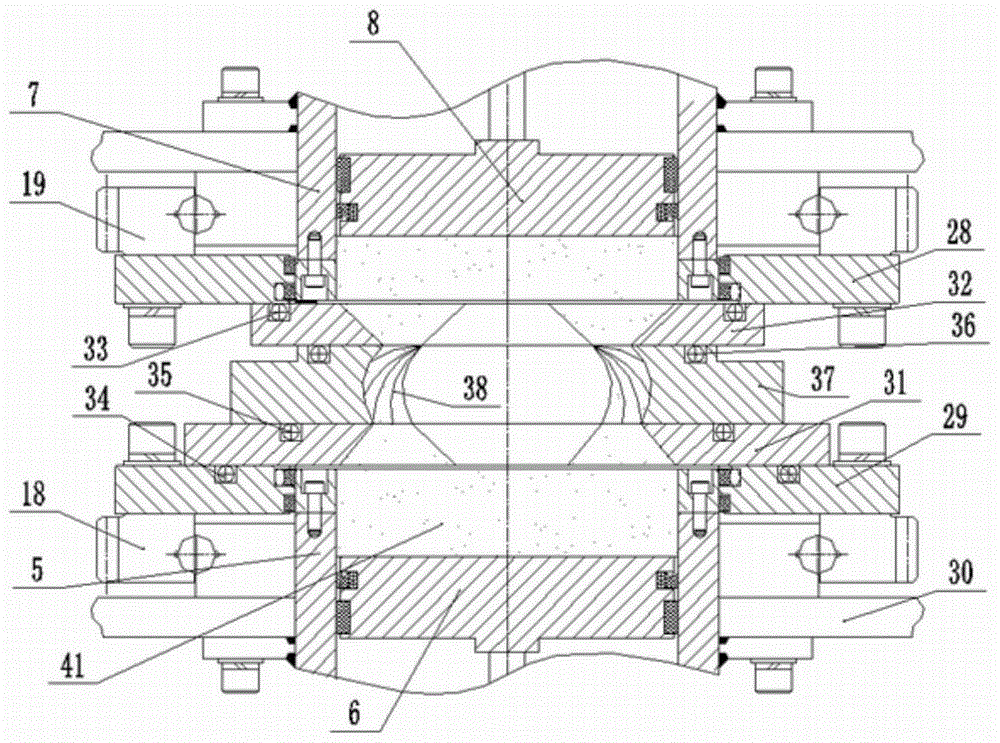
[0025] The above-mentioned abrasive flow polishing device includes a hydraulic transmission bidirectional feeding system, a turntable bearing rotation system, a high-pressure sealing system and a slide rail system.
[0026] The hydraulic transmission two-way feeding system uses the hydraulic pump 1 to pump high-pressure oil through the first three-position four-way reversing valve 2 and the first one-way valve 3 into the lower extrusion cylinder 4, and passes through the lower extrusion cylinder 4 and the lower cylinder The first interlocking push piston 6 in 5 pushes the abrasive through the sealed cavity formed by the processed workpiece 38 and the chuck body, and squeezes to the second interlock push piston 8 located in the upper extrusion cylinder 9 and the upper cylinder 7. Extrusion, grinding and polishing device drives the upper extrusion cylinder 9 to return oil through the second linkage pusher piston 8, and the returned oil flows through the first three-position four-...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More