

Cooling water supply system and its buffer water supply method
A technology of water supply system and water supply pipe is applied in the field of hot-rolled strip steel rolling to achieve the effect of reducing newly added water systems and realizing the normal operation of water circulation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0056] Taking the strip steel whose steel type is X70 on the hot rolling production line as an example, the steps of the buffer water supply method include:
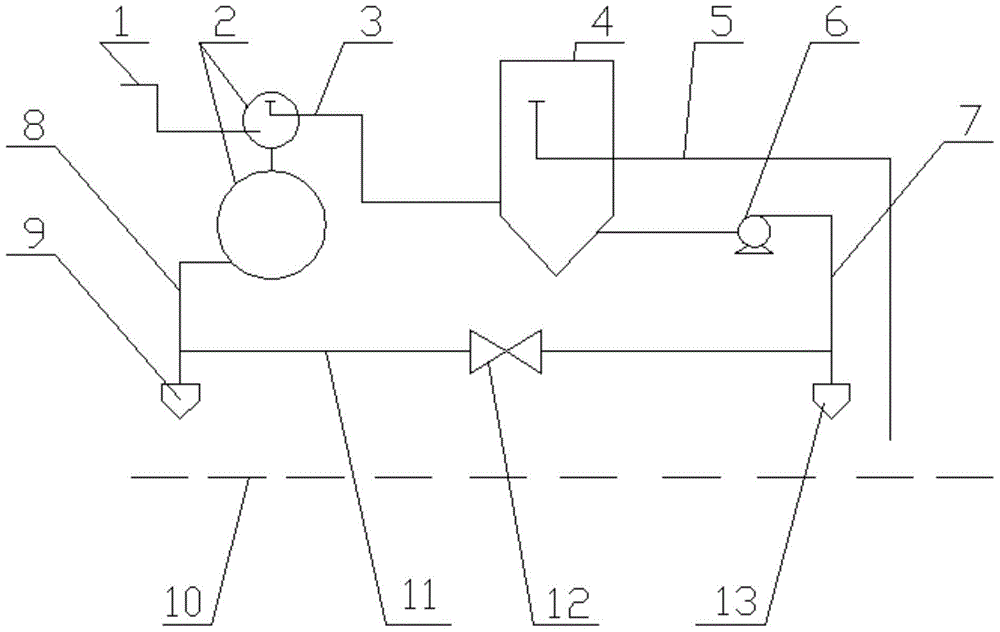
[0057] S1: Fill the laminar flow water tank 2 and the fast cooling water tank 4 with cooling water through the return water pump, so that the water level in the laminar flow water tank 2 and the fast cooling water tank 4 reaches an overflow height of 7.5m.
[0058] S2: Running the hot rolling production line and the cooling water supply system; wherein, the water supply volume of the laminar flow cooling header 9 of the cooling water supply system is controlled to 3000m 3 / h, the water pressure is 0.07MPa; the water supply control of the fast cooling header 13 of the cooling water supply system is 6000m 3 / h, the water pressure is 0.85MPa.
[0059] S3: When the hot-rolling production line sends out a flying shear loading signal, the speed regulating device performs speed-up adjustment to increase the water supply flow r...
Embodiment 2
[0065] Taking the strip steel whose steel type is X80 on the hot rolling production line as an example, the steps of the buffer water supply method include:
[0066] S1: Fill the laminar flow water tank 2 and the fast cooling water tank 4 with cooling water through the return water pump, so that the water level in the laminar flow water tank 2 and the fast cooling water tank 4 reaches an overflow height of 7.5m.
[0067] S2: Running the hot rolling production line and the cooling water supply system; wherein, the water supply volume of the laminar flow cooling header 9 of the cooling water supply system is controlled to 6000m 3 / h, the water pressure is 0.07MPa; the water supply control of the fast cooling header 13 of the cooling water supply system is 7000m 3 / h, the water pressure is 0.85MPa.
[0068] S3: When the hot-rolling production line sends out a flying shear loading signal, the speed regulating device performs speed-up adjustment to increase the water supply flow r...
Embodiment 3
[0074] Taking the strip steel whose steel type is Q345R on the hot rolling production line as an example, the steps of the buffer water supply method include:
[0075] S1: Fill the laminar flow water tank 2 and the fast cooling water tank 4 with cooling water through the return water pump, so that the water level in the laminar flow water tank 2 and the fast cooling water tank 4 reaches an overflow height of 7.5m.
[0076] S2: Running the hot rolling production line and the cooling water supply system; wherein, the water supply volume of the laminar flow cooling header 9 of the cooling water supply system is controlled to 4400m 3 / h, the water pressure is 0.07MPa; the water supply control of the fast cooling header 13 of the cooling water supply system is 5350m 3 / h, the water pressure is 0.85MPa.
[0077] S3: When the hot-rolling production line sends out a flying shear loading signal, the speed regulating device performs speed-up adjustment to increase the water supply flow r...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| porosity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More