Machining method of internal flow passage of impeller cover applied to aero-engine
A technology of aero-engine and processing method, which is applied in the direction of engine components, machines/engines, mechanical equipment, etc. It can solve the problems affecting the working efficiency of the engine, the degree of machining deformation contour, and the installation error of parts, so as to overcome the low turning precision and improve the contour Accuracy, the effect of ensuring machining accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
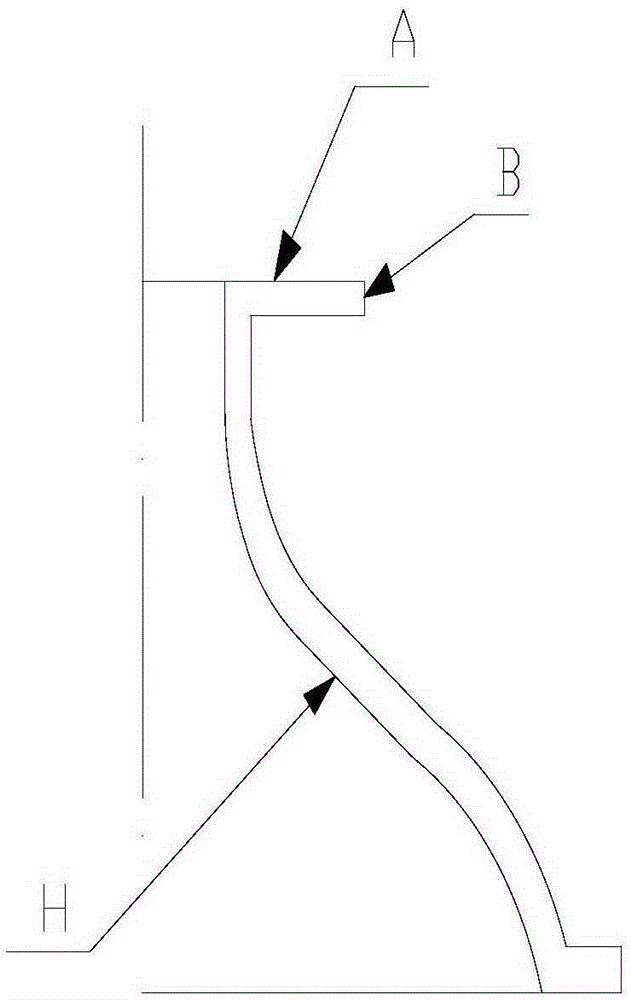
[0014] A method for processing an inner flow channel of an aeroengine impeller cover includes the following steps:
[0015] 1. Process the outer surface and lower end surface of the impeller cover to the final size, process the inner surface to a margin of 0.8-1mm, and process the upper end surface to a margin of 0.3-0.5mm;
[0016] 2. Grind the upper end surface to a margin of 0.05-0.1mm;
[0017] 3. Install the part on the lathe to turn the inner flow channel. Based on the above end face, and consider the margin of the end face, turn the inner flow channel to the size required by the drawing;
[0018] 4. Place the upper end surface of the part on the detection platform of the three-coordinate measuring machine and use the upper end surface as the detection reference, use the three-coordinate measuring machine to detect 200-300 points in the flow channel in the impeller cover and fit them into an actual curve;
[0019] 5. Comparing the fitted actual curve with the theoretica...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More