Welding deformation control method for thin-walled double-layer titanium alloy seal retainer
A control method and welding deformation technology, applied in welding equipment, electron beam welding equipment, welding/welding/cutting items, etc., can solve the problem of excessive welding deformation, easy deformation of the front seal seat, and affecting the normal development progress of aero-engines and other issues to achieve the effect of improving the qualified rate of finished products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
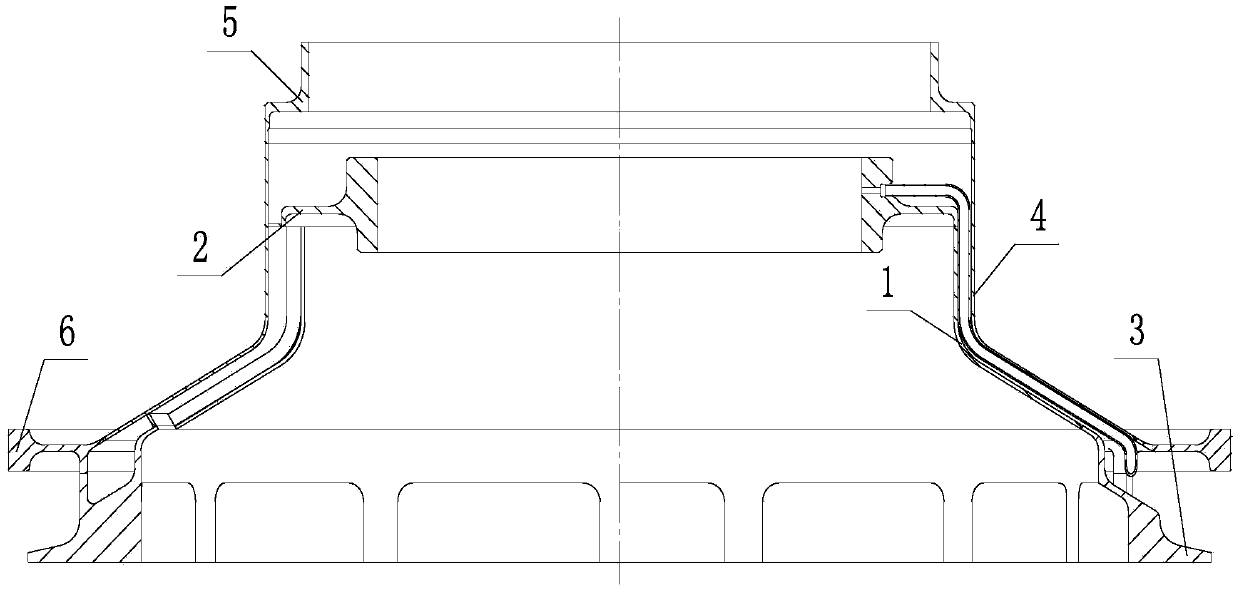
[0019] A method for controlling welding deformation of a thin-walled double-layer titanium alloy sealing seat, comprising the following steps:
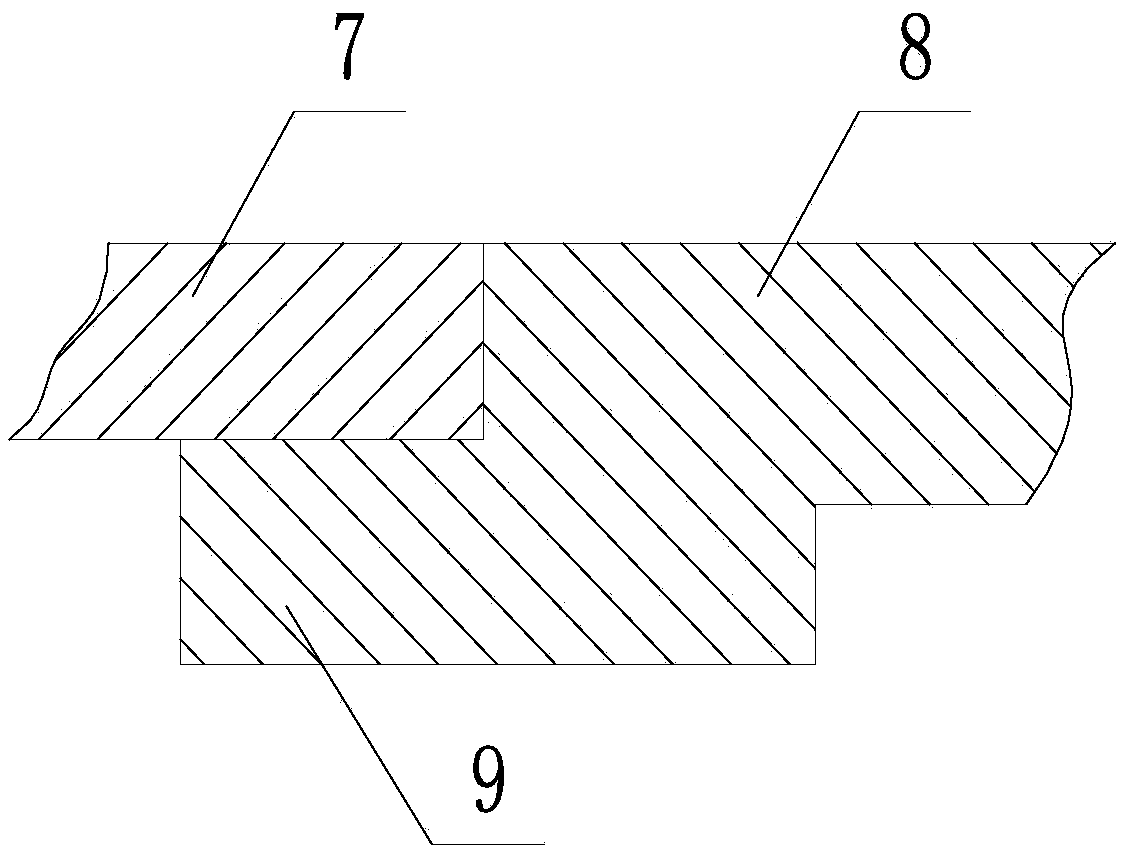
[0020] Step 1: The welded joints on the inner and outer walls of the front sealing seat adopt the butt joint type with a bottom lock, such as figure 2 shown;
[0021] Through the actual measurement of multiple batches of parts on site, the thickness of the material at the joints between the two ends of the inner and outer walls of the front sealing seat and the installation edge was reduced from the original 1.2mm and 1.0mm to 1.0mm and 0.8mm respectively after deep drawing, which will greatly affect the subsequent internal , The middle section of the outer wall and the installation side are equipped with welding misalignment, which has a great influence. For this reason, it is necessary t...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap