

Apparatus and method for hot strip rolling
A technology for hot-rolled strip and strip, applied in workpiece cooling devices, metal rolling, metal rolling, etc., to achieve the effects of reliable low-temperature toughness, enhanced low-temperature toughness, and high mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
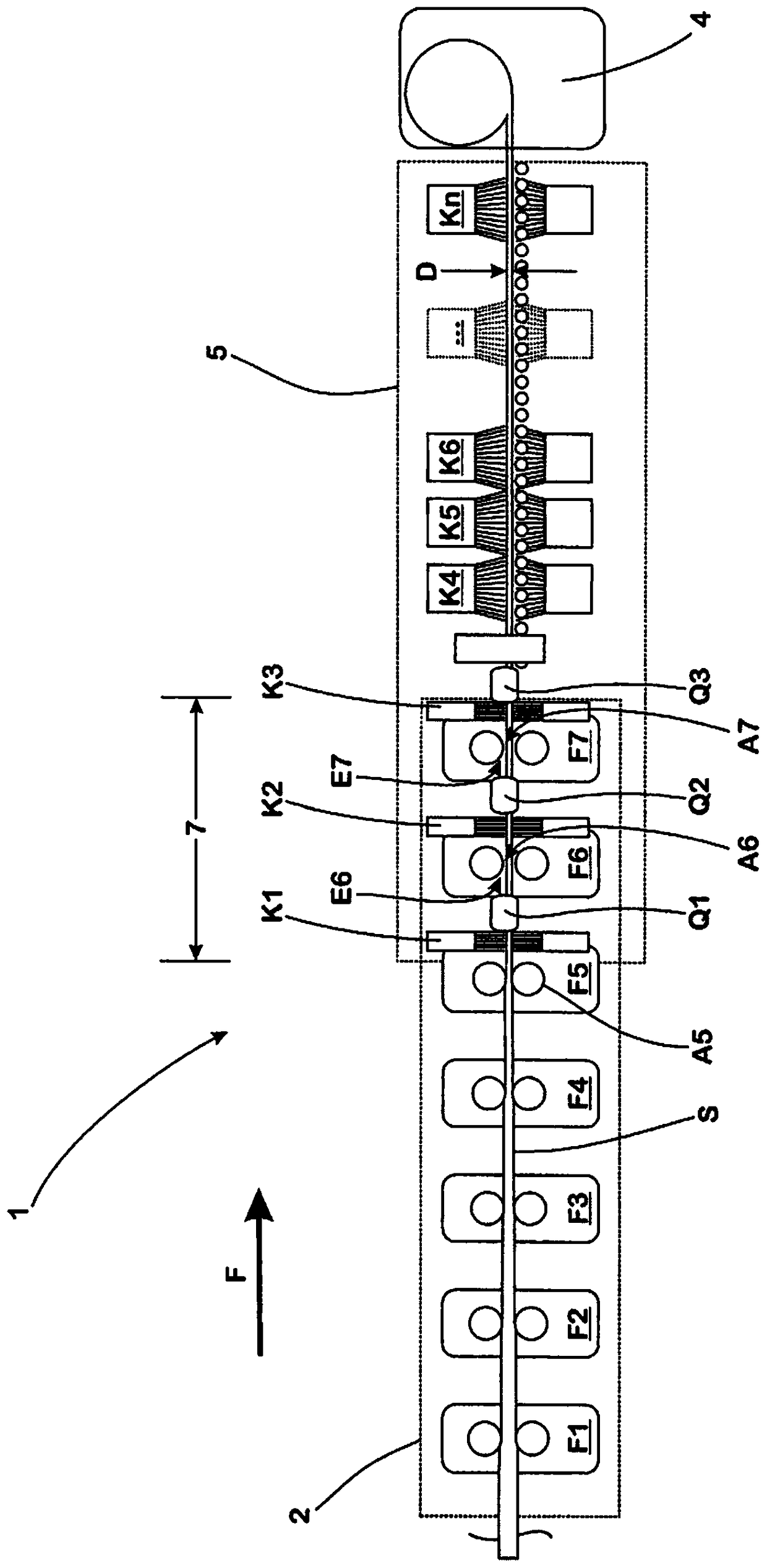
[0036] The installation 1 comprises a hot rolling line (rolling line) 2 consisting of seven rolling stands F1, F2 positioned sequentially along the direction of transport F of the strip S to be hot rolled in the installation 1 in a conventional manner . A measuring chamber M, which is arranged adjacent to the end of the hot rolling line 2 in the region of the roller table 3 ; and a cooling section 5 .
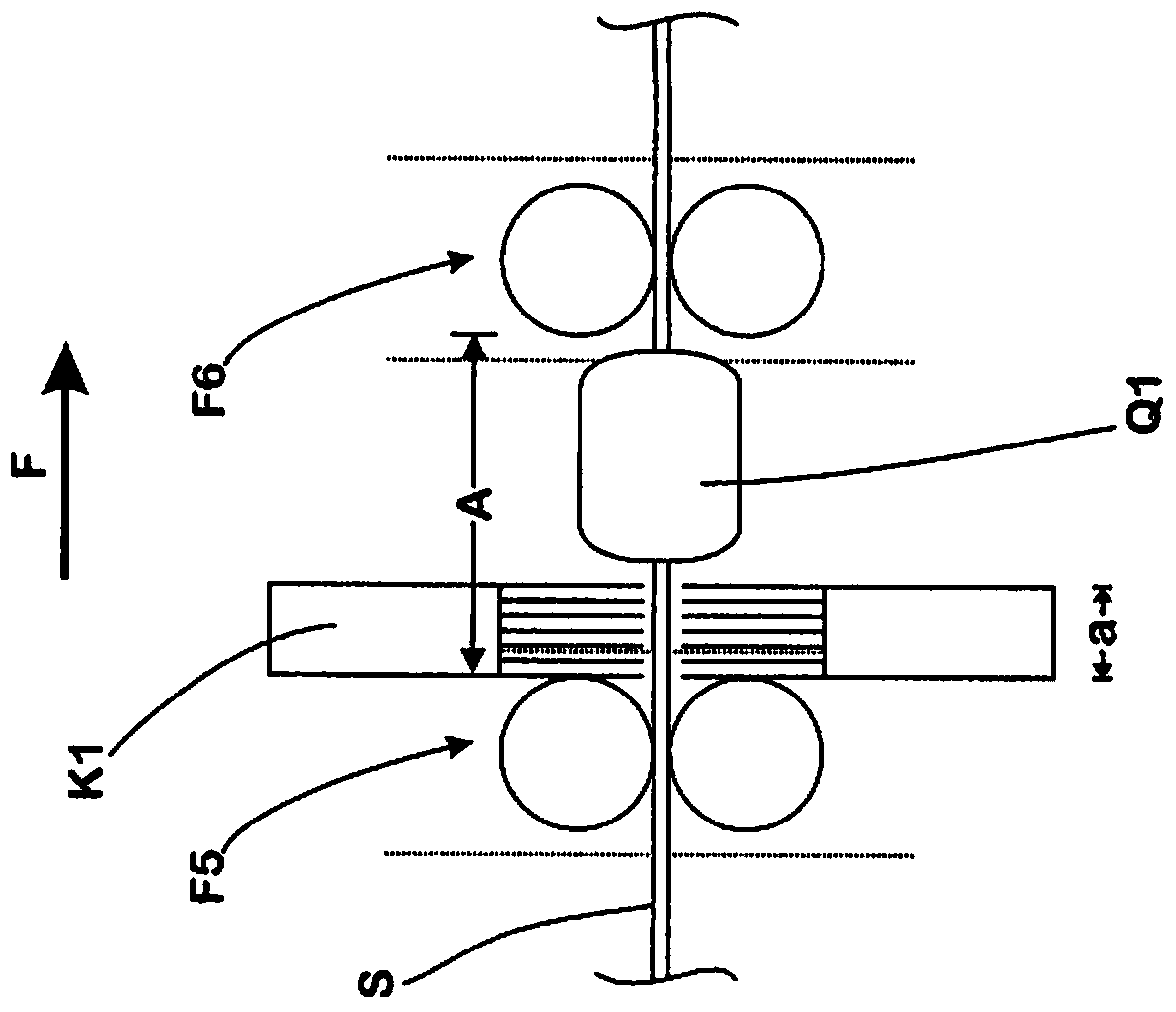
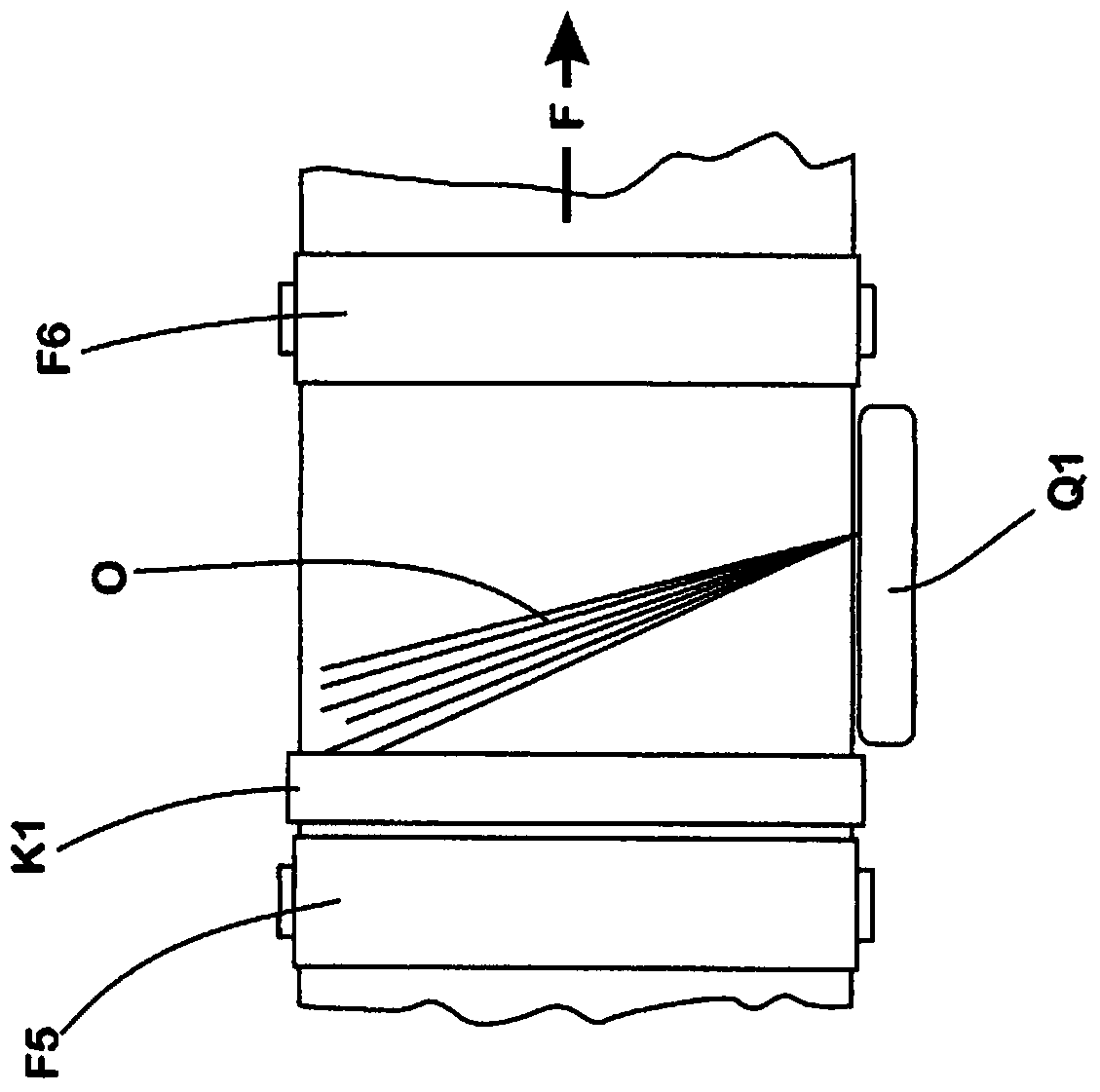
[0037] The cooling section 5 is formed by the following components: a plurality of cooling units K1, K2 and K3, which are arranged successively in a row along the conveying direction F and are configured as a compact cooling device; and cooling units K4, K5, K6, . . . , Kn, It is constructed as a conventional, optional laminar cooling unit, which is supplied via a cooling fluid reservoir (not shown here) and whose cooling fluid output can be set independently in each case. In this case, the individual cooling units K1 to Kn output cooling fluid in each case below and above the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More