A device and method for producing metal alloy spherical powder for 3D printing
A metal alloy and spherical powder technology, applied in the field of 3D printing, can solve problems such as poor sphericity, high powder impurity content, and insufficient thoroughness, and achieve the effect of avoiding secondary oxygen pollution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0059] The 100-mesh and finer 316L stainless steel powder produced by the water spray method is used as raw material to produce spherical 316L stainless steel powder products of 20μm-80μm, with an output of 80kg / h.
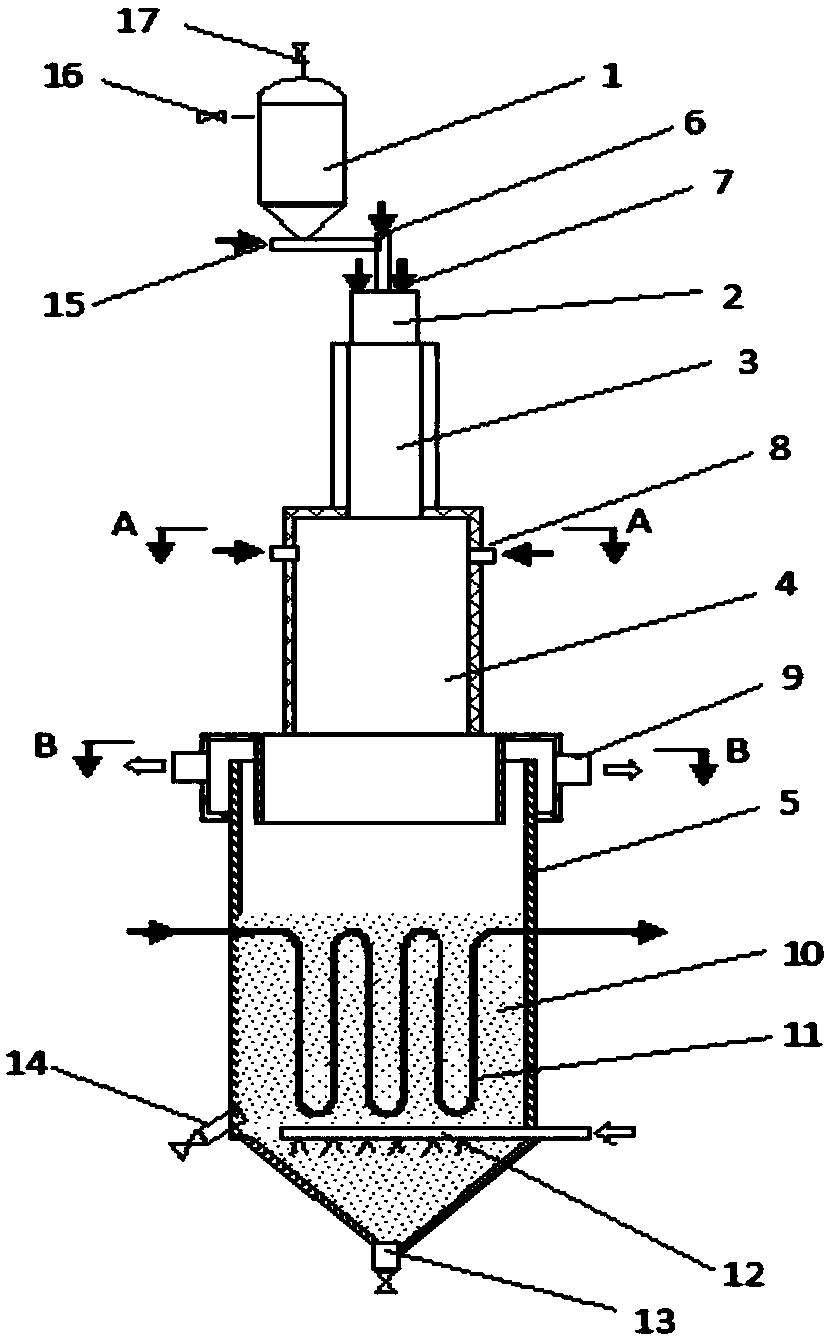
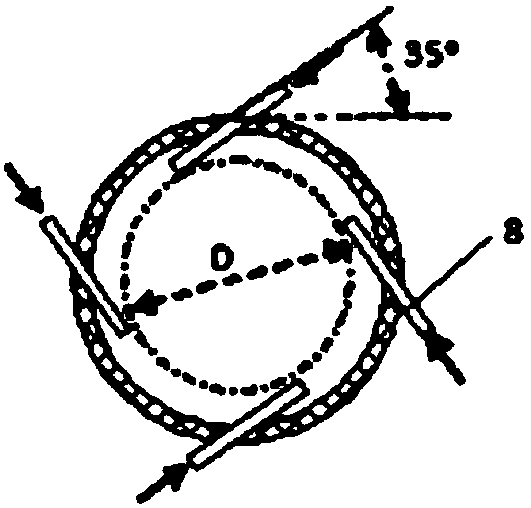
[0060] The maximum power of the DC arc induction plasma generator in this embodiment is 800kW, and the actual power during production is adjusted to 500kW. The inner diameter of the spheroidizing forming chamber (4) is equal to 1.6 times of the inner diameter of the plasma heating and melting furnace 3 above it, and its height is 1.0m; the cooling reducing gas inlet pipe (8) is located at 0.10m away from the top of the spheroidizing forming chamber (4), The diameter of the circle formed with the front ends of the four cooling reducing gas inlet pipes (8) in the spheroidizing chamber (4) is 1.3 times the inner diameter of the plasma heating melting furnace. The diameter of the cooling reduction gas inlet pipe (8) is φ12mm. The inner diameter of the fluidized bed r...
Embodiment 2
[0068]100 mesh and finer Ti6Al4V alloy powder produced by inert gas spraying method is used as raw material to produce spherical Ti6Al4V alloy powder products of 20μm-80μm, with an output of 100kg / h.
[0069] This embodiment uses an induction plasma generator with a maximum power of 1000kW, and the actual power during production is adjusted to 500kW-800kW. The inner diameter of the spheroidizing forming chamber (4) is equal to 1.8 times of the inner diameter of the plasma heating and melting furnace 3 above it, and its height is 1.3m; the cooling reducing gas inlet pipe (8) is located at 0.20m away from the top of the spheroidizing forming chamber (4), The diameter of the circle formed with the front ends of the four cooling reducing gas inlet pipes (8) in the spheroidizing chamber (4) is 1.4 times the inner diameter of the plasma heating melting furnace. The diameter of the cooling reducing gas inlet pipe (8) is φ14mm. The inner diameter of the fluidized bed rapid cooler (5)...
Embodiment 3
[0077] Using the titanium metal powder less than 100 mesh produced by the inert gas spray method as raw material, the spherical titanium metal powder product of 20μm-80μm is produced, and the output is 120kg / h.
[0078] This embodiment uses a diffused arc plasma generator with a maximum power of 1000kW, and the actual power during production is adjusted to 500kW-600kW. The inner diameter of the spheroidizing forming chamber (4) is equal to 1.8 times of the inner diameter of the plasma heating and melting furnace above it, and its height is 1.2m; the cooling reducing gas inlet pipe (8) is located at 0.15m from the top of the spheroidizing forming chamber (4), and The diameter of the circle formed by the front ends of the four cooling reducing gas inlet pipes (8) in the spheroidizing forming chamber (4) is 1.25 times the inner diameter of the plasma heating and melting furnace. The diameter of the cooling reducing gas inlet pipe (8) is φ10mm. The inner diameter of the fluidized...
PUM
| Property | Measurement | Unit |
|---|---|---|
| The inside diameter of | aaaaa | aaaaa |
| Height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap