

A continuous production device and method for glass fiber reinforced polyethylene composite pipe
A polyethylene composite pipe and production device technology, applied in the field of plastic pipes, can solve problems such as the inability to realize continuous on-line production of inner pipes, the lack of continuous winding function of the reinforcement layer, and the inability to realize continuous production. Effects of environmental friendliness and low production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
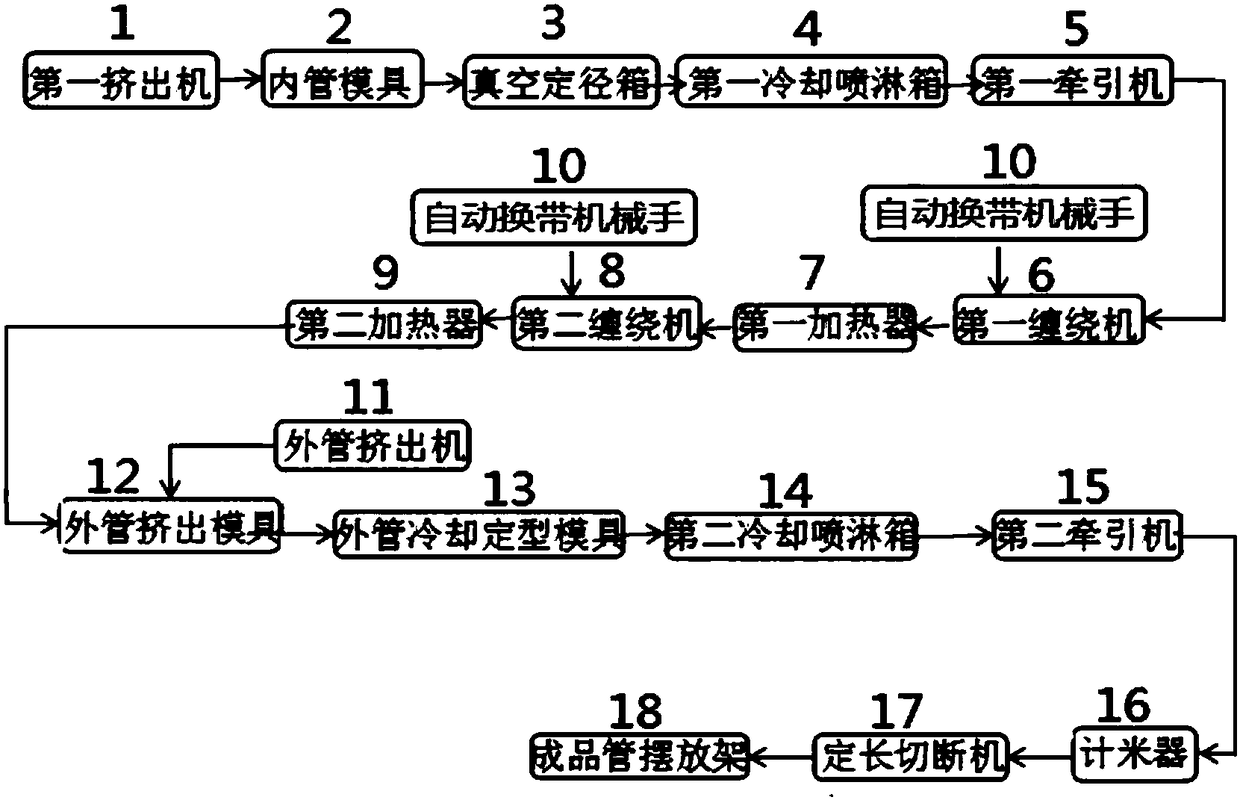
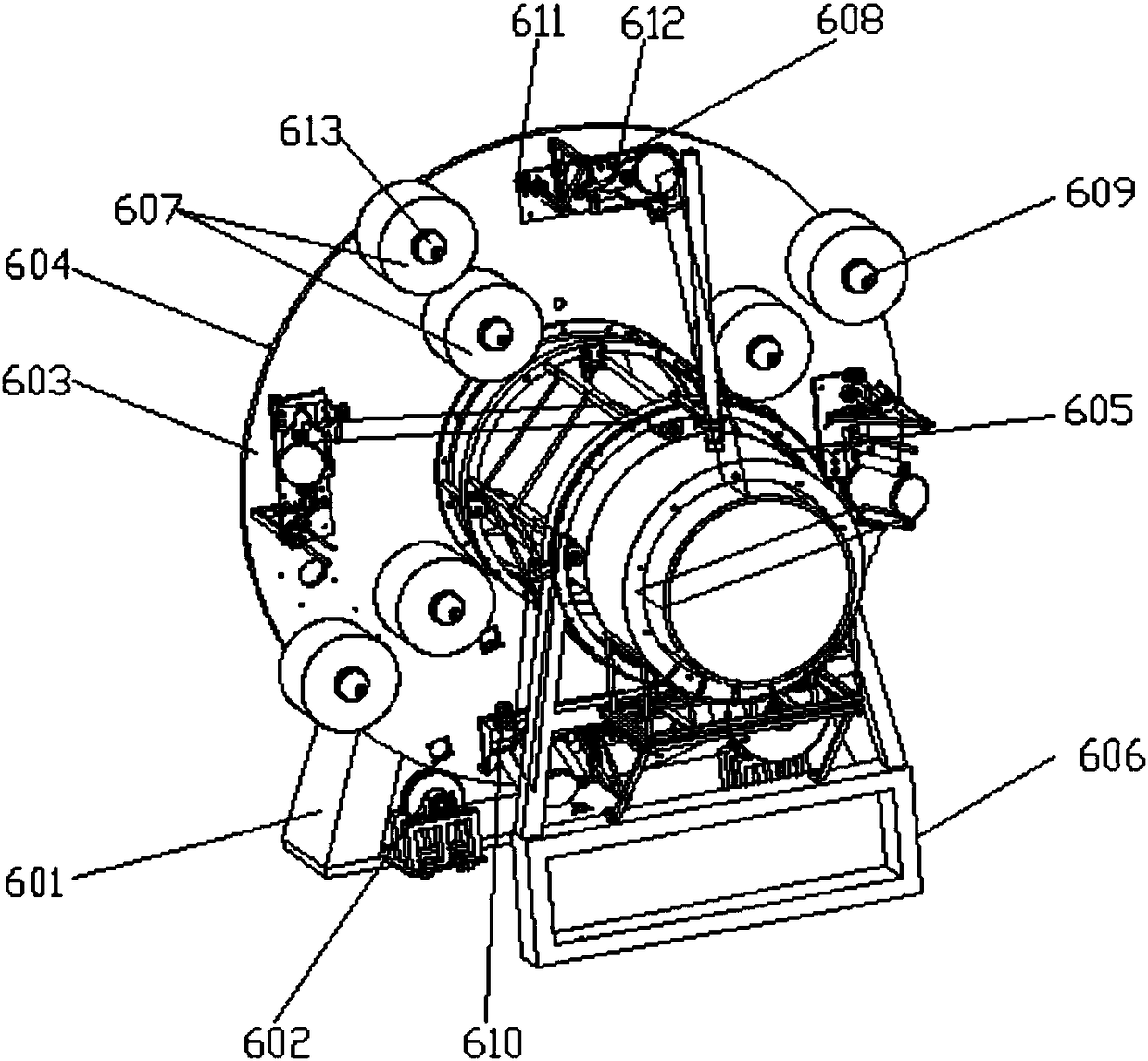
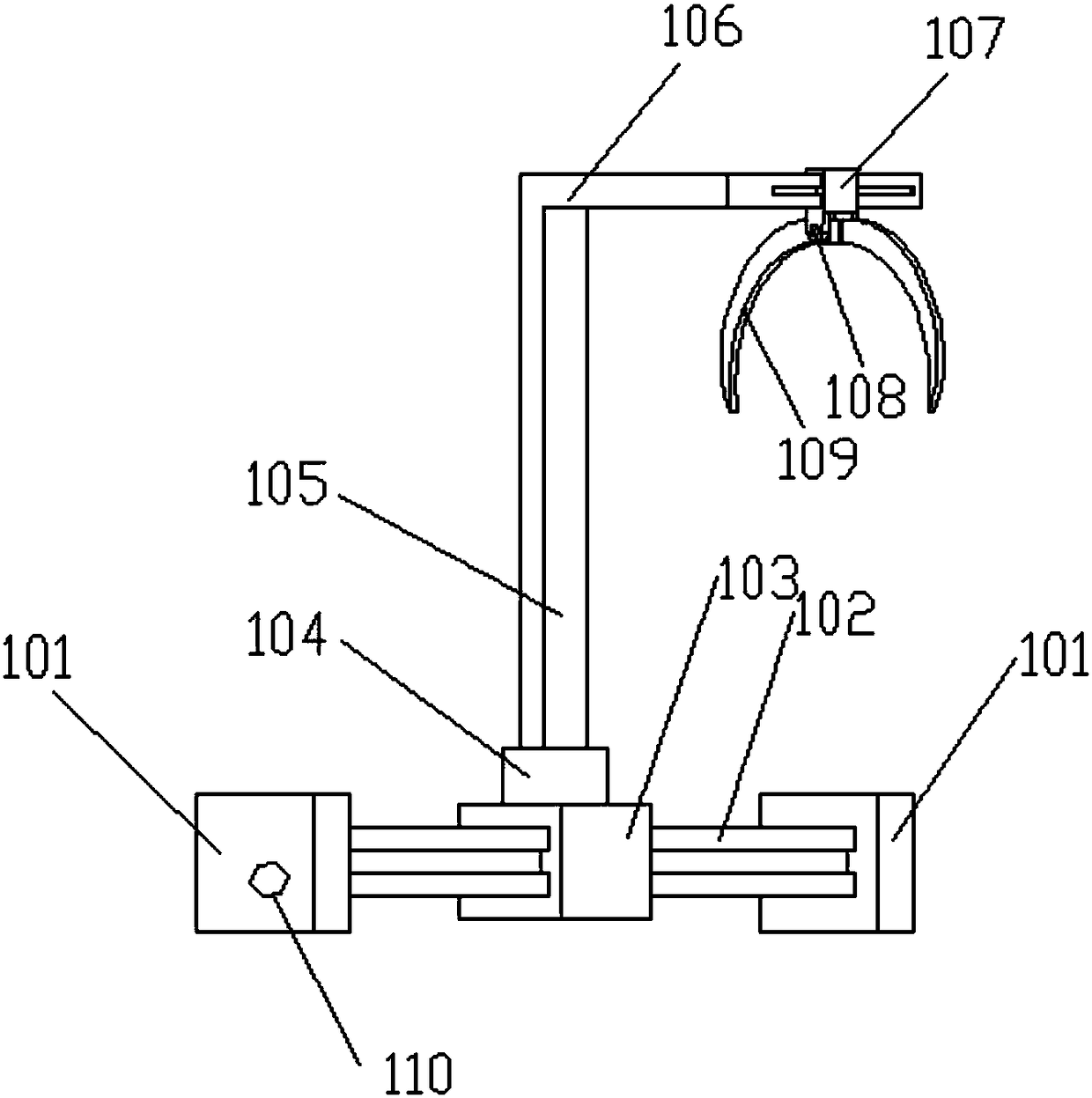
[0022] The main structure of the continuous production device for glass fiber reinforced polyethylene composite pipes involved in this embodiment includes a first extruder 1, an inner pipe mold 2, a vacuum sizing box 3, a first cooling spray box 4, a first traction Machine 5, first winding machine 6, first heater 7, second winding machine 8, second heater 9, automatic belt changing manipulator 10, outer tube extruder 11, outer tube extrusion die 12, outer tube cooling Sizing mold 13, second cooling spray box 14, second tractor 15, meter counter 16, fixed-length cutting machine 17 and finished pipe placement rack 18; between inner pipe mold 2 and vacuum sizing box 3, vacuum Between the sizing box 3 and the first cooling spray box 4, between the first cooling spray box 4 and the first tractor 5, between the first tractor 5 and the first winding machine 6, between the first winding machine 6 Between the first heater 7, between the first heater 7 and the second winding machine 8, ...
Embodiment 2
[0028]The technological process of the continuous production method of the glass fiber reinforced polyethylene composite pipe involved in this embodiment includes four steps: extrusion molding of the inner pipe, continuous winding of the composite tape, extrusion coating of the outer pipe and cutting into storage:
[0029] (1) Inner tube extrusion molding: the first extruder 1 is a JWS75 / 33 high-efficiency single-screw extruder, and the temperatures in the four heating zones of the first extruder 1 are 100°C, 130°C, 150°C and Extrude the inner tube at 170°C, the temperature of the head is 170°C, and the extrusion speed of the inner tube is 1m / min. The outer diameter of the inner tube is 105.4mm. After the sizing of 3 and the cooling and setting of the first cooling spray box 4, it enters the first winding machine 6 under the traction of the first tractor 5, and the traction speed of the first tractor 5 is the same as that of the first extruder 1 and the inner tube. The speed a...
Embodiment 3
[0035] The technological process of the continuous production method of the glass fiber reinforced polyethylene composite pipe involved in this embodiment includes four steps: extrusion molding of the inner pipe, continuous winding of the composite tape, extrusion coating of the outer pipe and cutting into storage:
[0036] (1) Inner tube extrusion molding: the first extruder 1 is a JWS120 / 33 high-efficiency single-screw extruder, and the temperatures of the first extruder 1 in the four heating zones are 100°C, 130°C, 150°C and The inner tube is extruded at 170°C, the temperature of the machine head is 170°C, and the extrusion speed of the inner tube is 0.5m / min. The outer diameter of the inner tube is 273.6mm. After the sizing of the box 3 and the cooling and setting of the first cooling spray box 4, it enters the first winding machine 6 under the traction of the first tractor 5, and the traction speed of the first tractor 5 is the same as that of the first extruder 1 and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More