

Method and device for deviation correction control of rolling mill
A rolling mill and rolling mill technology, which is applied in the field of hot continuous rolling and rough rolling, can solve the problems of difficulty in achieving the expected shape effect, the influence of stable rolling of the downstream finishing mill, and the difficulty in adjusting the camber deviation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0045] Exemplary embodiments of the present disclosure will be described in more detail below with reference to the accompanying drawings. While exemplary embodiments of the present disclosure are shown in the drawings, it should be understood that the present disclosure may be embodied in various forms and should not be limited by the embodiments set forth herein. Rather, these embodiments are provided so that the present disclosure will be more thoroughly understood, and will fully convey the scope of the present disclosure to those skilled in the art.
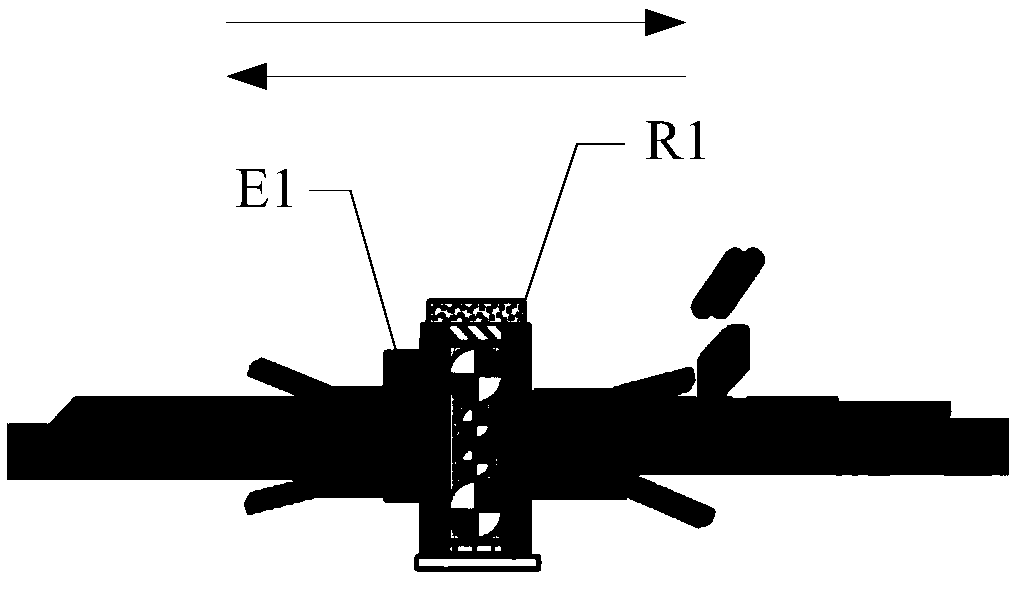
[0046] The embodiment of the present invention provides a deviation correction control method for a rolling group, which is applied to a first rolling group including a first vertical rolling mill E1 and a first flat rolling mill R1. The structure of the first rolling group is as follows: figure 1 shown, the method is as figure 2 As shown, the method includes:
[0047] During the reciprocating rolling of the strip with th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More