Cutting knife and reverse processing method for electric connector pin reverse processing
A technology for electrical connectors and cutting knives, which is applied to lathe knives, metal processing equipment, turning equipment, etc. It can solve the problems of scratching the needle tip surface, waste of wool stock, and affecting the mating effect of pins, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
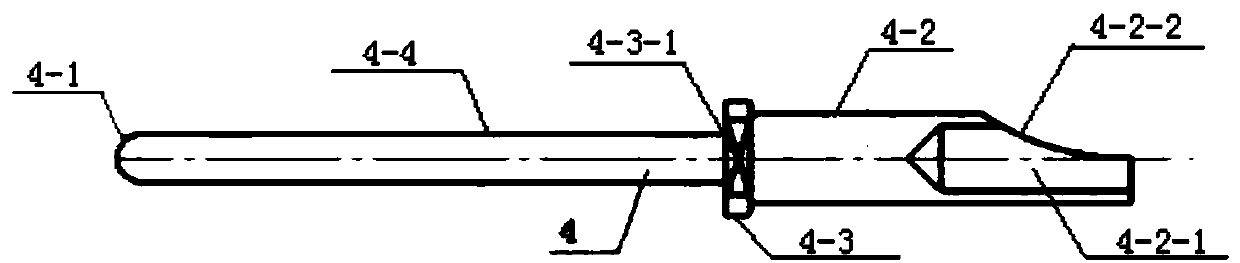
[0051] refer to Figure 4-7, a cutting knife for reversing processing of electrical connector pins, the cutting knife includes a handle 1-1 and a blade 1-2, the handle 1-1 and the blade 1-2 are integrally formed, and the front end of the handle 1-1 is provided with Insert 1-2, insert 1-2 includes rake face 1-2-1, auxiliary flank face 1-2-2, main cutting edge 1-2-3, auxiliary cutting edge 1-2-4 and main relief tool face 1-2-5, the intersection line of the rake face 1-2-1 and the main flank face 1-2-5 forms a linear main cutting edge 1-2-3, and the rake face 1-2- 1 and the minor flank 1-2-2 form a linear minor cutting edge 1-2-4; the main cutting edge 1-2-3 has a main deflection angle α of 55°.
[0052] The handle 1-1 is in the shape of a cuboid.
[0053] The width W of the blade 1-2 1 is 0.7mm.
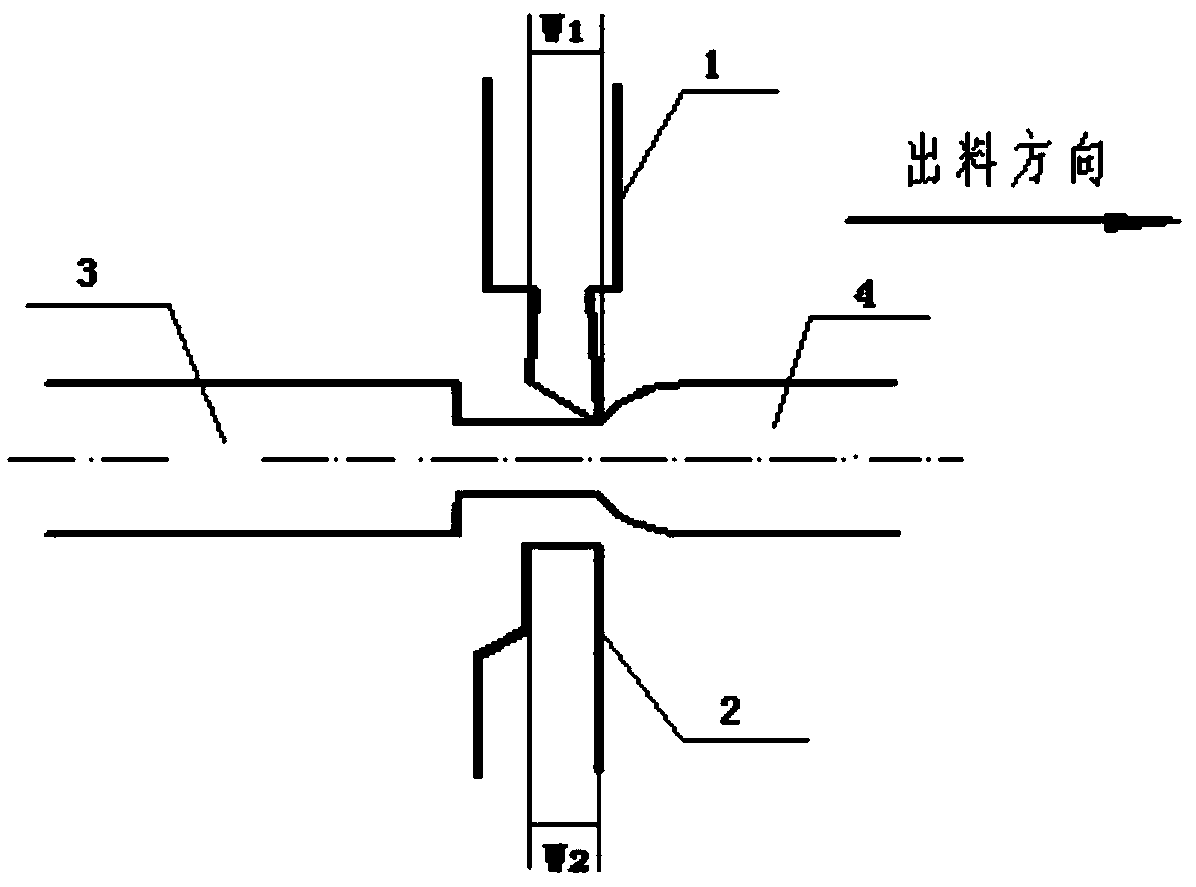
[0054] refer to figure 2 and Figure 9 , using the cutting knife to reverse the method of machining electrical connector pins, the method includes the following steps:
[0055]...
Embodiment 2
[0063] refer to Figure 4-7 , a cutting knife for reversing processing of electrical connector pins, the cutting knife includes a handle 1-1 and a blade 1-2, the handle 1-1 and the blade 1-2 are integrally formed, and the front end of the handle 1-1 is provided with Insert 1-2, insert 1-2 includes rake face 1-2-1, auxiliary flank face 1-2-2, main cutting edge 1-2-3, auxiliary cutting edge 1-2-4 and main relief tool face 1-2-5, the intersection line of the rake face 1-2-1 and the main flank face 1-2-5 forms a linear main cutting edge 1-2-3, and the rake face 1-2- 1 and the minor flank 1-2-2 form a linear minor cutting edge 1-2-4; the main cutting edge 1-2-3 has a main deflection angle α of 60°.
[0064] The handle 1-1 is in the shape of a cuboid.
[0065] The width W of the blade 1-2 1 1.5mm.
[0066] refer to figure 2 and Figure 9 , using the cutting knife to reverse the method of machining electrical connector pins, the method includes the following steps:
[0067] (...
Embodiment 3
[0075] refer to Figure 4-7 , a cutting knife for reversing processing of electrical connector pins, the cutting knife includes a handle 1-1 and a blade 1-2, the handle 1-1 and the blade 1-2 are integrally formed, and the front end of the handle 1-1 is provided with Insert 1-2, insert 1-2 includes rake face 1-2-1, auxiliary flank face 1-2-2, main cutting edge 1-2-3, auxiliary cutting edge 1-2-4 and main relief tool face 1-2-5, the intersection line of the rake face 1-2-1 and the main flank face 1-2-5 forms a linear main cutting edge 1-2-3, and the rake face 1-2- 1 and the minor flank 1-2-2 form a linear minor cutting edge 1-2-4; the main cutting edge 1-2-3 has a main deflection angle α of 50°.
[0076] The handle 1-1 is in the shape of a cuboid.
[0077] The width W of the blade 1-2 1 0.8mm.
[0078] refer to figure 2 and 9 , using the cutting knife to reverse the method of machining electrical connector pins, the method includes the following steps:
[0079] (1) Cente...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com