

Technological method for assembly and welding of diffuser tube in marine diesel engine
A technology of marine diesel engine and process method, applied in welding equipment, manufacturing tools, metal processing equipment, etc., can solve problems such as damage to turbochargers, deformation of top and bottom flanges, and influence on equipment assembly, etc. Solve the effect of large deformation and error
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
[0039] A process method for welding a diffuser tube in a marine diesel engine, comprising the following steps:
[0040] Step 1: Pre-install the scavenging box 05 and the turbocharger 04 and assemble them in place;
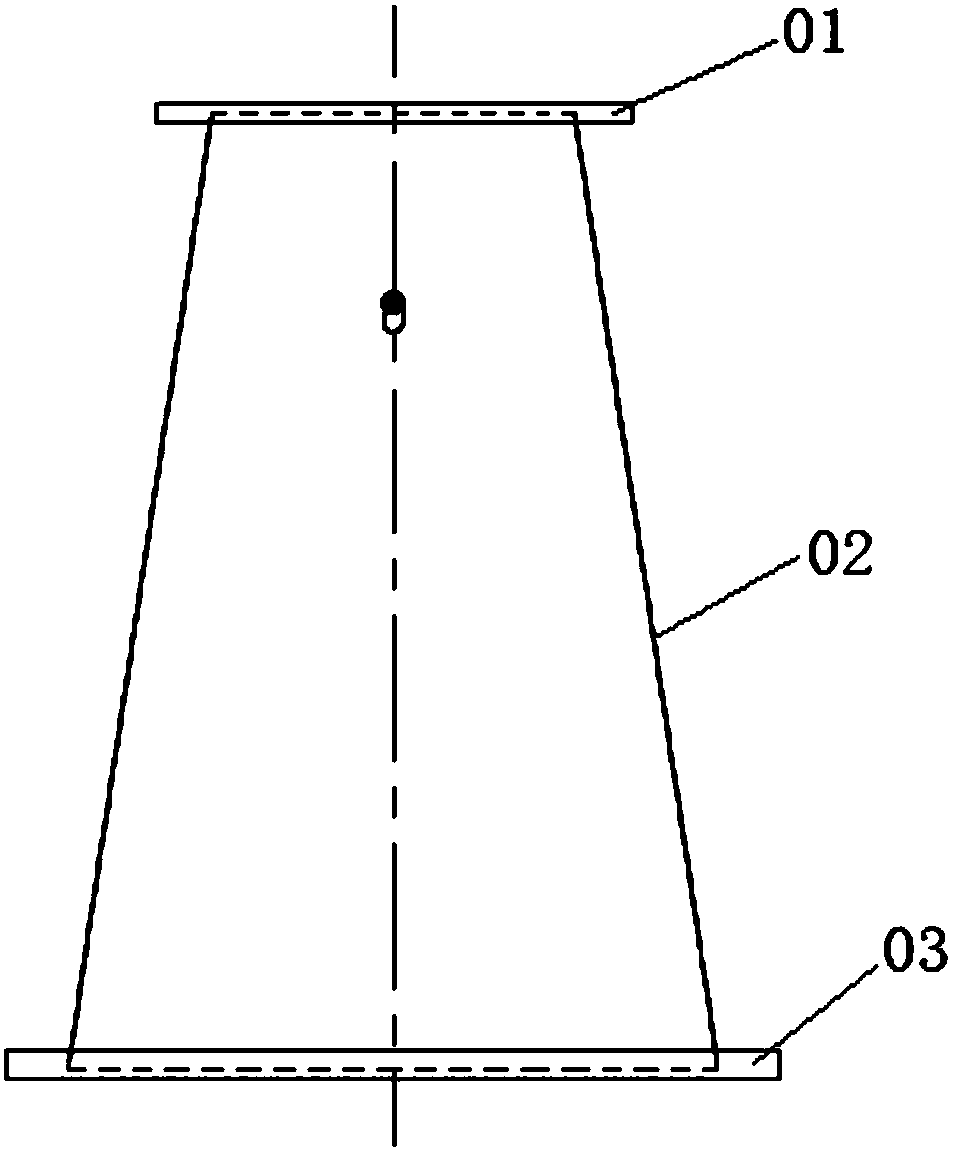
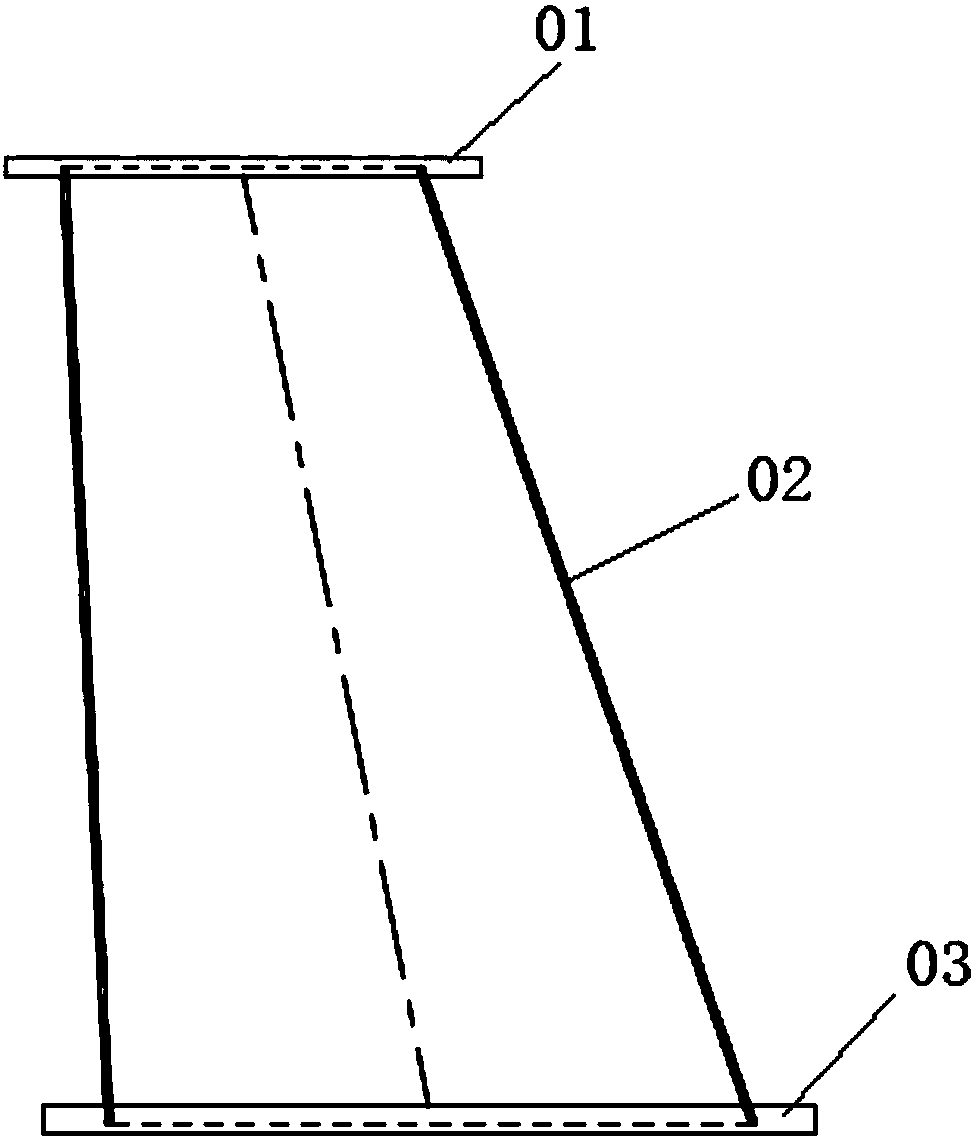
[0041] Step 2: Pre-assemble the top flange 01 of the diffuser tube 0 and the turbocharger 04 to position the top flange 01, and pre-assemble the bottom flange 03 of the diffuser tube 0 and the scavenging box 05 Equipped with the positioning of the bottom flange 03, where the connection between the turbocharger 04 and the top flange 01 is provided with an expansion joint 2;
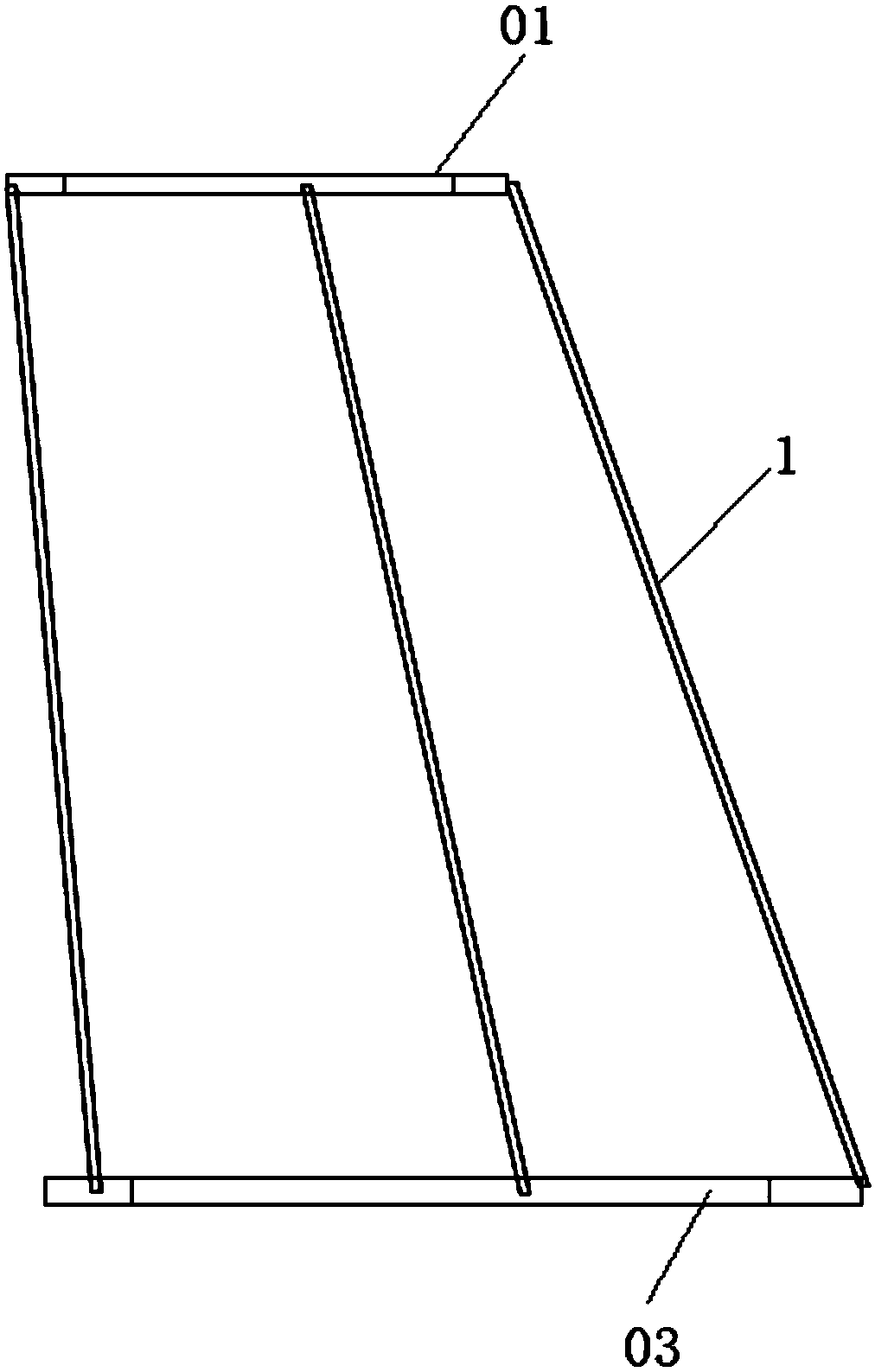
[0042] Step 3: Use several positioning ribs 1 to weld the outer edges of the top flange 01 and the bottom flange 03, such as image 3 As shown, complete the matching connection between the top flange 01 and the bottom flange 03 in the diffuser tube 0;
[0043] Step 4:...
PUM
| Property | Measurement | Unit |
|---|---|---|
| flexibility | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More