

Extrusion Die Forging Process for Differential Cross Shaft Forgings
A cross shaft and differential technology, applied in forging/pressing/hammer devices, forging/pressing/hammering machinery, manufacturing tools, etc., can solve the problems of slow production tempo, scrapped forgings, heavy workload, etc., and achieve the ultimate goal The forging workload is reduced, the final forging efficiency is improved, and the effect of enhancing the strength of the journal
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
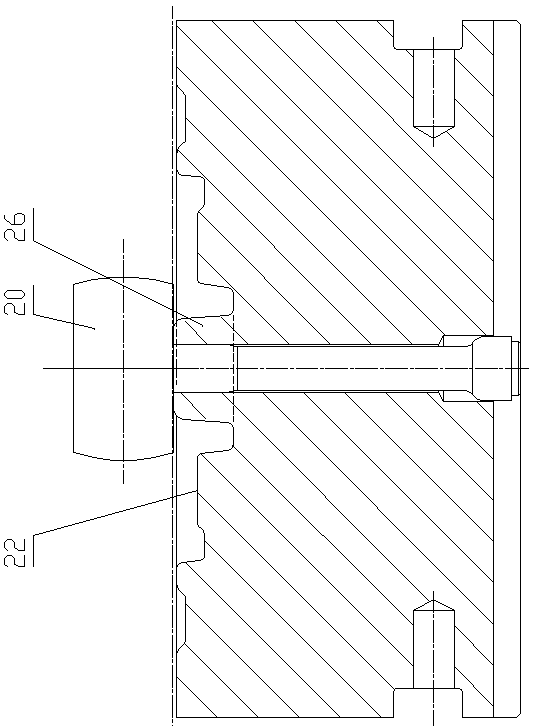
[0048] Such as Figure 4 , Figure 5 with Figure 6 As shown, the differential cross shaft forging extrusion die forging process of the present invention comprises the following steps,
[0049] (1), blanking;
[0050] (2), medium frequency induction heating;
[0051] (3), upsetting: removal of scale;
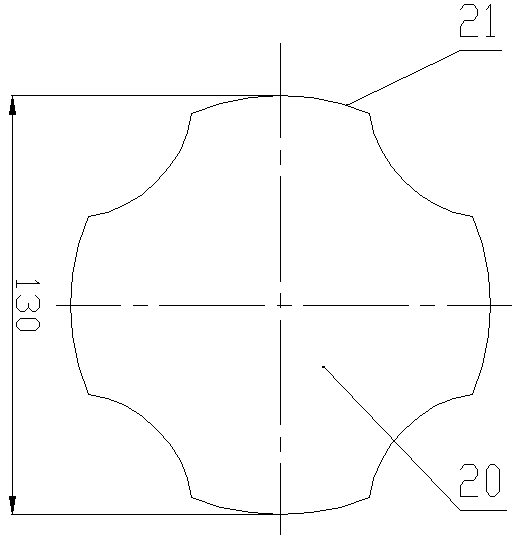
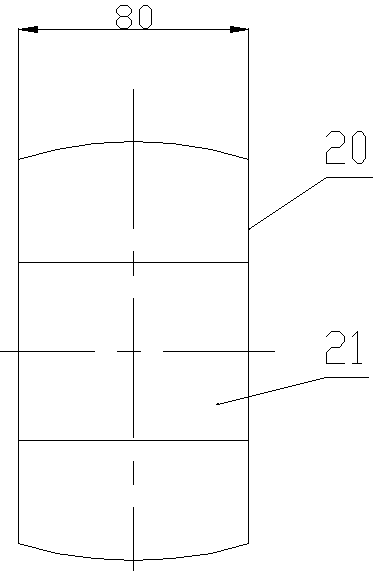
[0052] (4) Extrusion type pre-forging: Spherical protrusions are set up and down in the upper and lower mold cavities of the extrusion die, and the pier-thick billet is placed in the extrusion die, and the extruded pre-forging is extruded A cylinder 23 in the middle and four journals 21 arranged along the radial direction of the cylinder 23, the four journals 21 are arranged in a cross shape, and the bottom of the cylinder 23 protrudes downwards from where the bottoms of the four journals 21 are located. plane, the top of the cylinder 23 is on the same plane as the tops of the four journals 21, and the top of the cylinder 23 is extruded from the upper groove 24 of the top o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More