

Sheet metal locking cover for a cam phaser
A technology of cam phaser and locking cover, applied in the direction of machine/engine, engine components, mechanical equipment, etc., can solve the problems of large cam phaser, high manufacturing cost, and reducing the strength of the locking cover, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
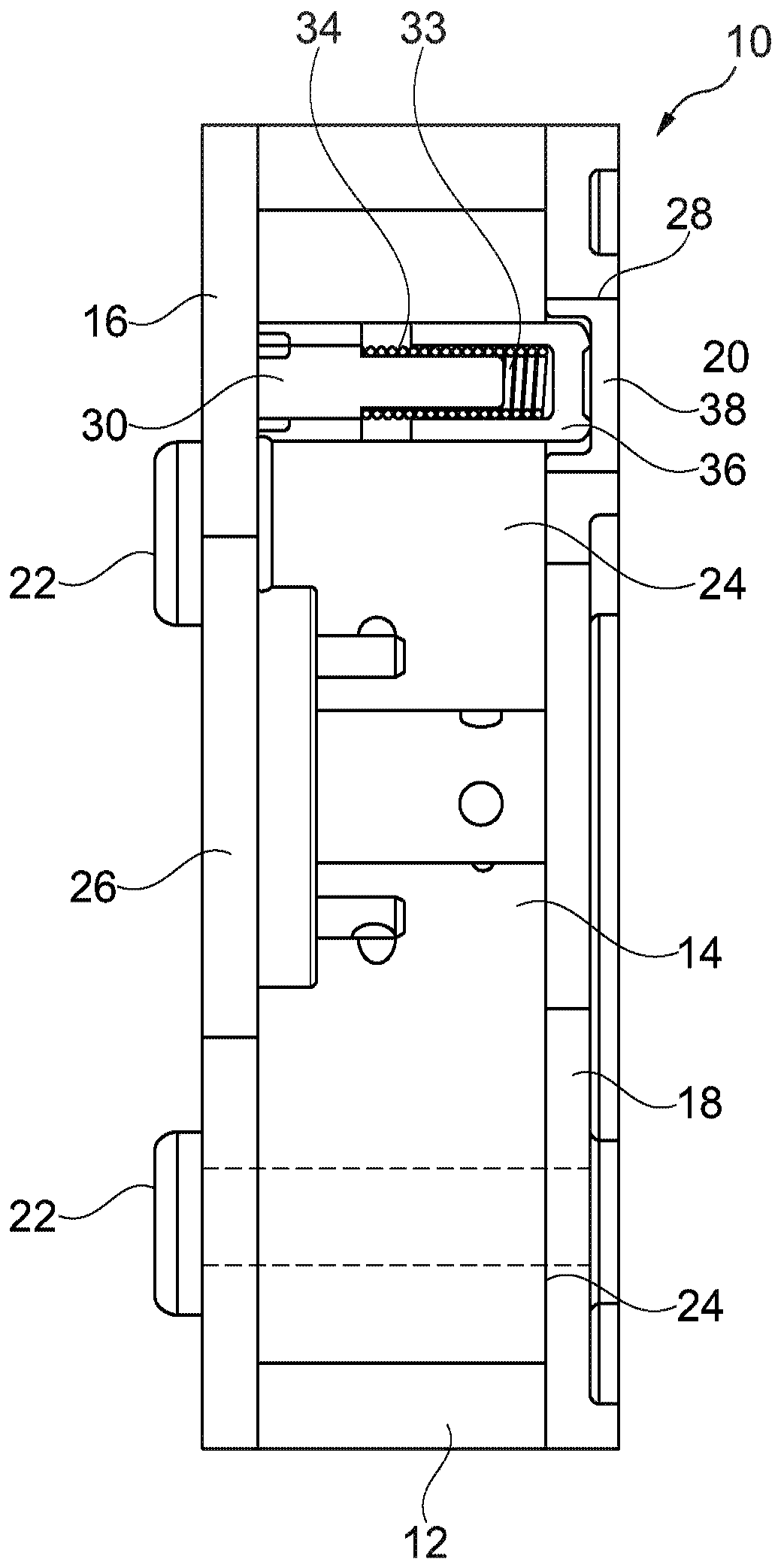
[0016] figure 1 An exemplary cam phaser 10 is shown. Cam phaser 10 is preferably used in conjunction with an engine, such as an internal combustion engine, to vary valve timing in a manner known in the art (eg, via hydraulic pressure). For example, the cam phaser 10 may be a vane unit type cam phaser. The cam phaser 10 preferably includes at least a stator 12 , a rotor 14 , a cover plate 16 , a locking cover 18 , a locking pin assembly 20 and a plurality of fasteners 22 . Depending on the application, cam phaser 10 may include additional components not described here. For example, some configurations may include components such as solenoids, torsion springs, housing pieces, cam pieces, shafts, and the like.
[0017] A rotor 14 is positioned within and rotates within stator 12 (eg, by hydraulic pressure) to vary valve timing in a manner known in the art. For example, a plurality of hydraulic chambers (not shown) may be formed between the rotor 14 and the vanes of the stato...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More