

A Dynamic Feedforward Control Method for Rough Rolling Width
A control method and dynamic feed-forward technology, applied in rolling mill control devices, metal rolling, metal rolling, etc., can solve problems such as difficulty in eliminating width, large deviation, uneven strip length along the entire length, etc., and achieve width blockade. The effect of volume reduction, improvement precision, and width control precision improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
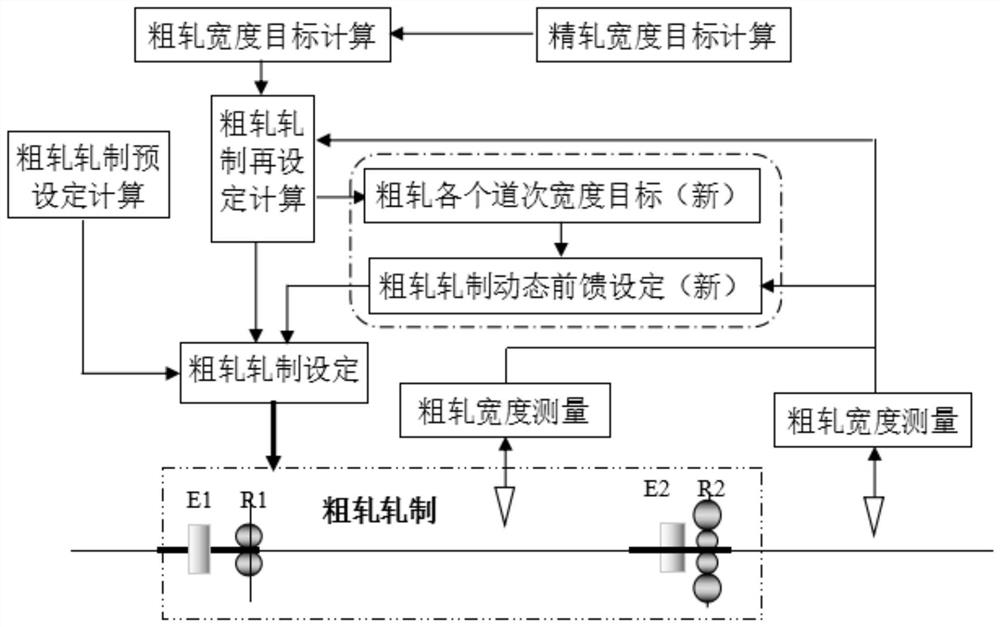
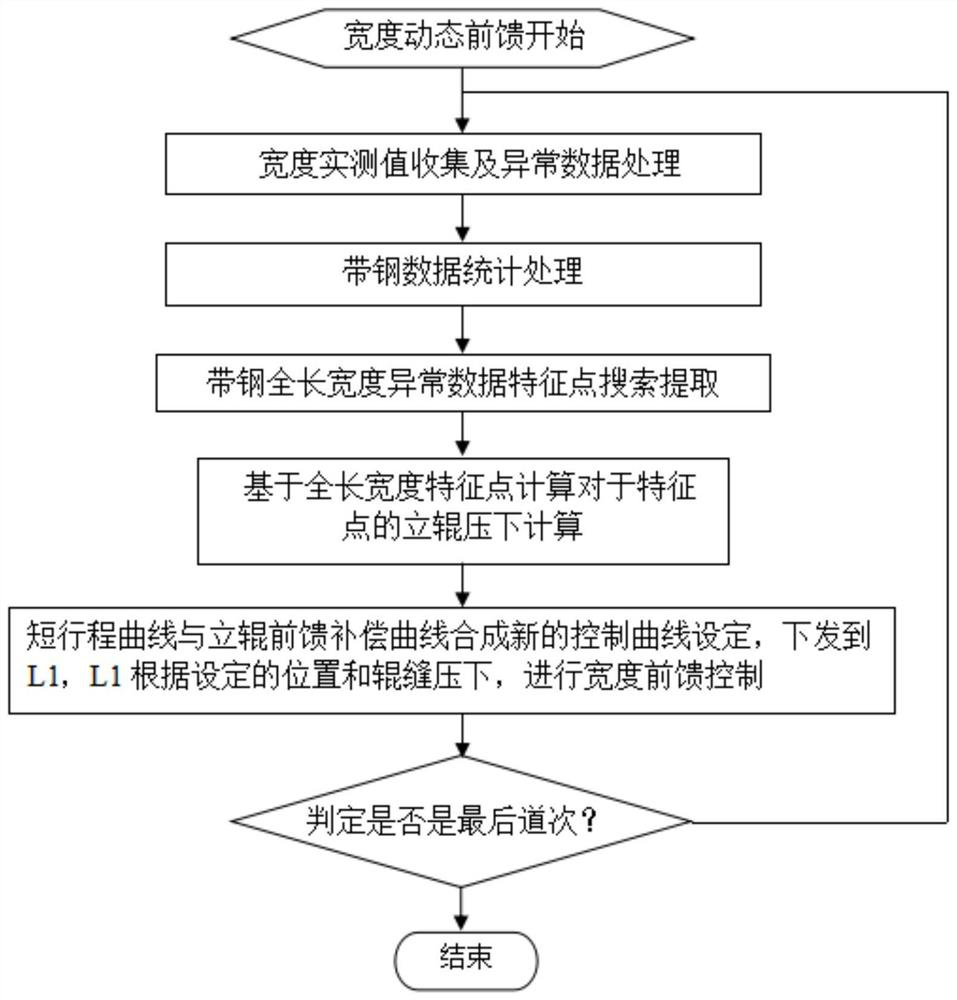
Method used
Image

Examples
Embodiment 1
[0105] With steel inlet thickness: passentrythick = 133.02;
[0106] The amount of subsequent road roller pressure: edraft = 38.9;
[0107] Frequency width mean: widthactmean = 853.55;
[0108] Feeling temperature: TEMP = 1101.13;
[0109] Roller roller diameter: ediam = 930.25;
[0110] Horizontal roller pressure: rdraft = 39.3;
[0111] Horizontal roller diameter: rDIAM = 1158.68;
[0112] General short long control curve:
[0113] Head short line control opening degrees: Head = 3.0, 4.0, 5.0, 5.0, 4.0, 4.0, 3.0, 2.0, 1.0, 0
[0114] Head short drum control length: LengthHead = 1050.0
[0115] The tail short-length control opening degree: tail = 3.0, 3.0, 2.0, 2.0, 2.0, 2.0, 0.0, 0.0, 0.0, 0.0
[0116] Tail short turtle control length: Lengthtail = 2500.0
[0117] (1) Rough rolling the first rack of the third measurement width curve:
[0118] Tape steel measured width data graph Figure 6 Distance
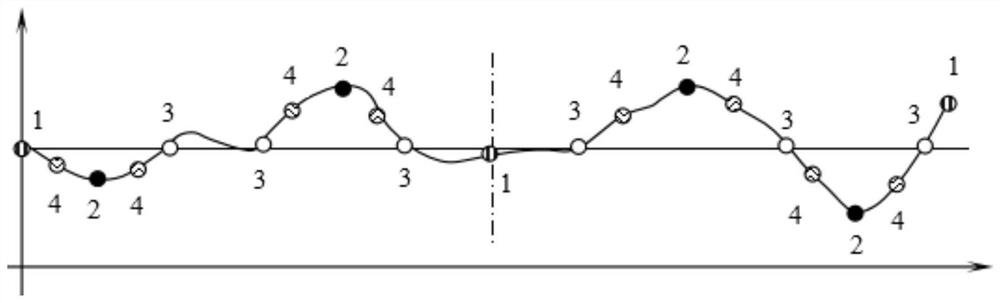
[0119] (2) Width statistics and abnormal classification decisions:
[0120] Widt...
Embodiment 2
[0125] With steel entrance thickness: passentrythick = 161.02
[0126] Subsequent road roller pressure: edraft = 32.8
[0127] Width mean: widthactmean = 853.55
[0128] Feeling temperature: TEMP = 1091.13
[0129] Roller roller diameter: ediam = 930.25
[0130] Level roller pressure: rdraft = 30.47
[0131] Horizontal roller diameter: RDIAM = 1158.68
[0132] General short long control curve: Figure 11 , Figure 12 Indicated.
[0133] (1) Rough rolling the first rack third first measured width curve: strip steel measured width data curve Figure 13 Indicated.
[0134] (2) Width statistics and abnormal classification decisions: Width mean: 1253.067, mean square difference: 0.43, width data distribution Figure 14 The number of widths: 1249.25. By comparing the width distribution determination, the width actual value is not a normal distribution, and there is abnormal uneven width.
[0135] (3) Through the data processing, find the steel head, the tail width abnormality, acquire t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More