

An additive manufacturing process for metal parts
A technology of additive manufacturing and metal parts, which is applied in the field of additive manufacturing of metal parts, can solve the problems of low strength of parts, poor tensile strength of metal parts, low material utilization rate, etc., and achieve precise and integrated manufacturing, The effect of high degree of intelligence
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0041] refer to figure 1 For example.
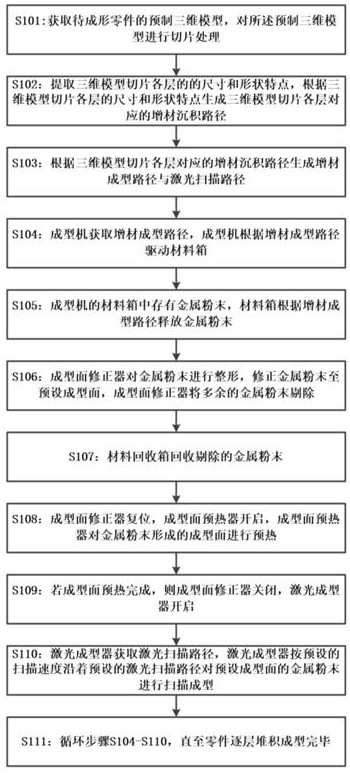
[0042] An additive manufacturing process for metal parts comprising the following steps:
[0043] S101: Acquire a prefabricated three-dimensional model of the part to be formed, and perform slice processing on the prefabricated three-dimensional model.
[0044] S102: Extract the size and shape characteristics of each layer of the three-dimensional model slice, and generate an additive deposition path corresponding to each layer of the three-dimensional model slice according to the size and shape characteristics of each layer of the three-dimensional model slice.
[0045]S103: Generate an additive molding path and a laser scanning path according to the additive deposition path corresponding to each layer of the three-dimensional model slice.
[0046] S104: The molding machine obtains the additive molding path, and the molding machine drives the material box according to the additive molding path.
[0047] S105: Metal powder is stored i...
Embodiment 2
[0055] refer to Figure 2-5 For example.
[0056] As a preferred way of this embodiment, it includes, in step S103, the additive molding path is generated according to the additive deposition path corresponding to each layer of the three-dimensional model slice, and the area of each layer slice of the additive molding path is larger than that of the additive deposition path .
[0057] The range of the additive molding path is larger than that of the additive deposition path. The additive deposition path is the sliced prototype of the metal part, and the additive molding path is the sliced prototype of the additive stacking.
[0058] The laser scanning path coincides with the additive deposition path, and the part slices formed after the laser scans along the laser scanning path are consistent with the additive deposition path.
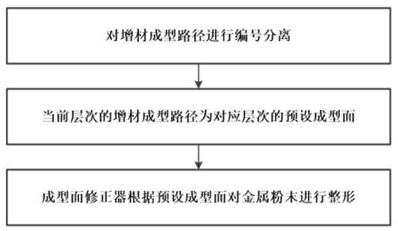
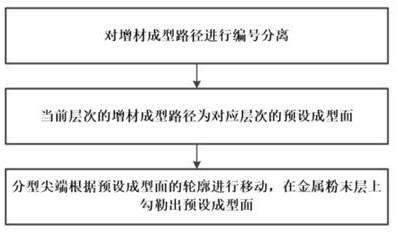
[0059] As a preferred method of this embodiment, it includes: in step S106, the forming surface corrector performs shaping of the metal powder...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More