Centrifugal roller die casting tool and casting process thereof
A centrifugal roll and metal technology, applied in the field of centrifugal roll casting, can solve the problems of inconsistent overall quality of centrifugal roll molds, no repair welding method, shrinkage cavities, shrinkage porosity, etc., to eliminate casting defects, facilitate quality control, The effect of improving tissue density
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
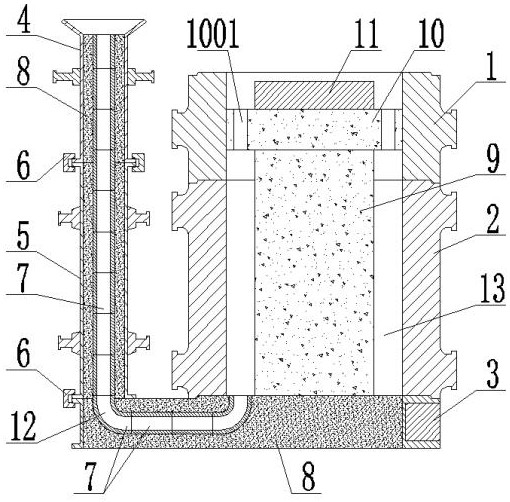
[0061] Taking ∮890*2500 centrifugal roller mold with wall thickness of 200mm, material ZG270-500, and net unit weight of 13 tons as an example, using the method of the present invention,
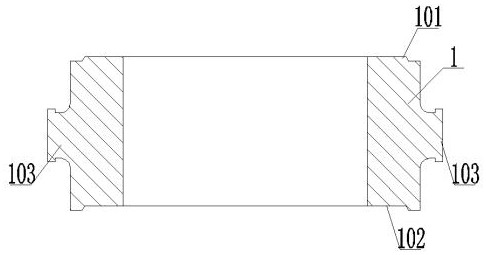
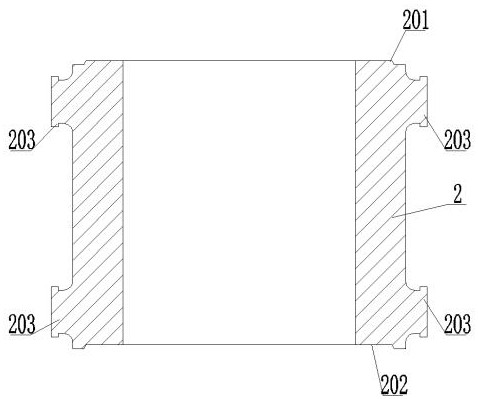
[0062] S1. Size selection: ∮850*2500 centrifugal roll mold wall thickness is 200mm, choose a ratio of 1:1.5, choose metal cold type Ⅰ1 and metal cold type Ⅱ2 with a wall thickness≧300mm, and choose a combined height exceeding the net size of the centrifugal roll mold 500mm; the size of metal cold type I1 and metal cold type II2 are both ∮1526×1500mm;
[0063] S2. Making sand core: According to the size of ∮850*2500 centrifugal roller mold, the size of sand core is calculated to be ∮890×2800mm. Resin sand can be used to make cores in sections, and the total height can be added up to the standard;
[0064] S3. Modeling: metal cold type I1 and metal cold type II2 have 12mm of sand hanging on the inner wall, metal cold type I1, metal cold type II2, base 3, pouring funnel tube 4 and pouring tube ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap